
Что такое постобработка: За что отвечают настройки графики в играх, и как они влияют на FPS. Часть 2
За что отвечают настройки графики в играх, и как они влияют на FPS. Часть 2
Игра на ПК в числе прочих дает одно важное преимущество: возможность настроить картинку «под себя», найти баланс между производительностью и качеством графики. Есть, правда, загвоздка: многие игроки не до конца понимают, на что влияет тот или иной параметр в настройках. Рассказываем, что к чему.
Это вторая часть нашего гайда. Первая, где собраны основные настройки вроде разрешения, качества текстур и теней, вы можете прочитать по ссылке.
Качество освещения (Lightning Quality)
То, насколько правдоподобно симулируется освещение в игре. Если это единственный подобный параметр в игре, то именно в эту настройку заложили уйму других, будь-то и объемный свет, и рассеивание лучей, и отражения, а иногда даже глобальное затенение. Освещение — это, пожалуй, вообще едва ли не самое основное из всего, что влияет на красоту картинки: оно делает ее объемной, натуралистичной, правдоподобной.
Влияние на производительность
Зависит от движка, но почти во всех современных играх — очень сильное. Симулировать свет — это очень непросто, так что врубайте «ультра» только если у вас действительно мощная видеокарта.
Качество эффектов (Effects Quality)
Название говорит само за себя: чем выше этот параметр, тем красивее в игре различные эффекты. Взрывы, дым, огонь, вырывающийся из дула оружия, искры от попадания пуль в металл, лазерные лучи и так далее. Часто сюда входит и качество частиц, если для них в настройках нет отдельного параметра.
Влияние на производительность
Тоже зависит от игры, чаще всего не особенно высокое. Но чем выше этот параметр, тем сильнее будет нагружаться ваша видеокарта в загруженных сценах, например, при масштабных перестрелках. Так что если игра начинает «подлагивать» в особо динамичные моменты, можно попробовать поиграться с этим ползунком, прежде чем снижать, например.
Так что если игра начинает «подлагивать» в особо динамичные моменты, можно попробовать поиграться с этим ползунком, прежде чем снижать, например.
…Качество шейдеров (Shader Quality)
Шейдеры — это специальные программы для вашей видеокарты, исполняемые ее процессором. Грубо говоря, это такие «инструкции» от игры вашей GPU, по которым та понимает, как именно нужно отрисовывать тот или иной эффект. Чаще всего шейдеры используются для улучшения освещения, затенения, создания эффектов преломления лучей в воде (помните, как взрывала мозг та самая «шейдерная водичка из Half-Life 2: Lost Coast?), отражений, рассеиваний и так далее. Так что да, эта опция работает в тандеме с другими параметрами: качеством освещения и качеством теней. Существует три вида шейдеров: вершинные, геометрические и пиксельные, но игры, где можно отрегулировать качество каждого из них отдельно, встречаются невероятно редко.
Соответственно, чем выше качество шейдеров, тем лучше описанные выше эффекты, красивее тени и свет, реалистичнее геометрия — и тем сильнее нагрузка на видеокарту.
Влияние на производительность
Чаще всего — высокое. Например, в GTA V это один из самых «тяжелых» параметров в игре — снизив качество шейдеров с «Ультра» на средниее значение, вы получите прирост больше, чем в 15 FPS. Но бывает и так, что снижение этого параметра почти ничего не дает, как, например, в Mass Effect Anromeda.
Здесь и далее: первая картинка — низкие значения, вторая — высокие.
Качество декалей (Decals Quality)
Декали — это дополнительные объекты или, скажем, текстуры, которые накладываются сверху на другие поверхности и текстуры. Дырки от пуль, следы крови, ржавчина на трубах, газетные вырезки на стене и так далее, — чаще всего разработчики используют декали, чтобы сделать поверхности в игре разнообразнее. Это быстрее и проще, чем рисовать текстуру целиком.
Соответственно, чем выше качество декалей, чем четче они будут выглядеть.
Влияние на производительность
Ничтожное.
Поле зрения (Field of View)
Простыми словами — то, сколько всего «влезает» в экран. Чаще всего регулируется в играх от первого лица. Чем выше этот параметр, тем больше видит ваш персонаж периферическим зрением. В консольных шутерах FoV довольно низкий, из-за чего иногда кажется, что герой смотрит на мир одним глазом (если вы играли в бету Fallout 76, вы понимаете, о чем я), поэтому, играя в них на ПК, есть смысл поднять в настройках ползунок на десять-пятнадцать позиций.
Но не переборщите — если выкрутить FoV на максимум, картинка по бокам начнет искажаться, словно вы снимаете все на «Фишай»-камеру.
Влияние на производительность
Как ни странно, оно есть, хоть и не особенно большое. Больше всего на экране — больше всего нужно отрисовывать, все просто.
Детализация и дальность прорисовки (Level of Detail)
Точное назначение этого параметра от игры к игре может отличаться. Чаще всего под этой настройкой подразумевается и количество, предскауземо, объектов на экране, и дальность прорисовки этих объектов.
Иногда вместо этого параметра в игре можно найти сразу несколько, для каждого типа объектов свой: дальность прорисовки травы, дальность прорисовки геометрии и так далее. На картинку это все влияет радикальным образом: именно поэтому, например, игры на PlayStation 4 Pro даже в Full HD смотрятся лучше, чем на обычной PS4 — там выше детализация.
Влияние на производительность
Высокое, причем, как на процессор, так и на видеокарту. По сути, первое, что нужно сделать, если игра тормозит на вашем ПК, — поиграться именно с этими настройками. Если в опциях есть и детализация, и дальность прорисовки, то первый параметр, скорее всего, отвечает за количество полигонов в мелких объектах — и тогда влияет на FPS уже не так сильно.
Постобработка (Post-processing)
Проще всего объяснить пост-обработку через мобильную фотографию. Когда ваш смартфон делает снимок, то затем уже на запечатленный кадр накладывается разнообразное количество эффектов, чтобы «подкрасить» его, сделать четче, замазать шумы в тенях, насытить цвета и так далее.
Когда ваш смартфон делает снимок, то затем уже на запечатленный кадр накладывается разнообразное количество эффектов, чтобы «подкрасить» его, сделать четче, замазать шумы в тенях, насытить цвета и так далее.
Так и в компьютерной графике: постобработка — это эффекты, накладываемые движком игры на уже просчитанную сцену, на двумерную картинку, которую вы видите.
Сюда могут входить: эффекты размытия экрана, эффект глубины резкости (Depth of Field), разнообразные фильтры «зерна» или старой магнитной пленки, блум, HDR и так далее. Иногда для каждого из этих эффектов в игре есть отдельная опция, но если нет — они «свалены» именно сюда. Постобработка помогает разработчикам передать настроение сцены, скажем, снизив насыщенность цветов в определенный момент, или скрыть недостатки игровой графики. Но иногда с ней перебарщивают, из-за чего кажется, что на изображение накинули сразу 5 Instagram-фильтров одновременно. Особенно беда с этим в азиатских MMO.
Влияние на производительность
Учитывая, что все эти эффекты накладываются и рендерятся в реальном времени, в большинстве игр пост-процессинг на «Ультрах» может неплохо просадить вам FPS.
Синий «ореол» вокруг противогаза, искажения, капли на экране — все это достигается с помощью постобработки.
Качество воды (Water Quality)
Все просто: выше этот параметр — круче и реалистичнее водичка.
Влияние на производительность
В подавляющем большинстве случаев — ничтожное.
Качество растительности / дальность прорисовки растительности (Foliage Quality/Grass Quality)
Многие недооценивают этот параметр: ну казалось бы, ну что такого, ну травка и травка. А вот и нет: растительность и, в особенности, дальность ее прорисовки часто требуют неслабых вычислительных мощностей от вашей системы, причем, как от CPU, так и от GPU, если, конечно, трава «живет» в игре по законам физики. Никогда не забуду тот счастливый день, когда в третьем «Ведьмаке» я выкрутил в настройках параметр Foliage Visibility Range на «низко» и получив стабильный фреймрейт на своей допотопной сборке FX4300 + 660 GTX.
Да и в ГТА5, как ни странно, трава — один из самых прожорливых параметров. Именно поэтому, кстати, у вас в городе игра может работать нормально, а стоит выехать в поле, начинать «спотыкаться», казалось бы, на ровном месте.
Именно поэтому, кстати, у вас в городе игра может работать нормально, а стоит выехать в поле, начинать «спотыкаться», казалось бы, на ровном месте.
Влияние на производительность
В большинстве современных игр — очень высокое.
Что такое постобработка изображения?
Постобработка изображения повышает качество готового изображения, чтобы подготовить его к публикации и распространению. Он включает в себя методы очистки изображений, чтобы сделать их визуально более четкими, а также применение фильтров и других методов обработки для изменения внешнего вида изображения. В цифровой фотографии это может быть достигнуто с помощью программного обеспечения. Фотографы печати используют различные методы фотолаборатории для последующей обработки.
Фотографы очень усердно работают, чтобы получить правильную композицию, экспозицию и фокусировку при съемке. Некоторые проблемы не могут быть компенсированы с помощью постобработки, поэтому они хотят начать с изображения, которое будет максимально чистым и ясным с самого начала.
Методы очистки и повышения резкости могут снизить уровень шума, повысить контрастность, улучшить качество изображения и внести другие небольшие изменения в способ отображения изображения. Постобработка изображения также может включать удаление предметов из кадра, когда они не принадлежат или не отвлекают. Например, фотограф из дикой природы может не захотеть, чтобы радиотрекер, имплантированный на птичье крыло, был виден, потому что он мог убрать изображение В постобработке фотограф может тщательно отредактировать ее.
Более продвинутые методы постобработки изображений могут включать в себя применение фильтров, чтобы сделать изображение более зернистым, текстуры для изменения ощущения изображения или преобразования для изменения цветовой схемы. Например, цветные фотографии можно преобразовать в черно-белые или в сепию. Фотограф может добавить бедствия к изображению, чтобы придать ему ощущение старины, или может создать блики на объективе, чтобы вызвать больше визуального интереса. Многочисленные методы постобработки изображений позволяют фотографам исследовать различные презентации для своих изображений.
Например, цветные фотографии можно преобразовать в черно-белые или в сепию. Фотограф может добавить бедствия к изображению, чтобы придать ему ощущение старины, или может создать блики на объективе, чтобы вызвать больше визуального интереса. Многочисленные методы постобработки изображений позволяют фотографам исследовать различные презентации для своих изображений.
Доступны учебные пособия и классы, чтобы научиться эффективно использовать постобработку изображений. Некоторые готовят посетителей к определенным действиям, таким как подготовка к публикации в печати или работа над свадебными фотографиями. Все склонны подчеркивать важность того, чтобы не быть слишком навязчивым при постобработке. Переработанные изображения могут создать поддельный, пластиковый или занятый вид, что может ухудшить качество готового изображения. Например, фотограф, который применяет фильтр сепии, текстуру мазка кисти и блики на объективе, может в итоге получить запутанное, похожее на мультфильм законченное изображение.
ДРУГИЕ ЯЗЫКИ
Постобработка движений материала (Библиотека SAP
Постобработка движений материала
Использование
Создается отдельная запись постобработки для каждой ошибки, которая возникает во время подтверждения компонентов или при проводке поступления материала. Запись представляет собой отдельный документ с позициями документа для отдельных материалов. Кроме того, в документе подтверждения производственного подтверждения существует ссылка на документ отдельной постобработки. В каждом отдельном документе содержится срок подтверждения. При постобработке создается документ материала для каждого срока с перечислением позиций постобработки.
При постобработке
выполняется сортировка отдельных документов в соответствии с
последовательностью сроков. Таким образом, сначала выполняется обработка
самого старого документа. Если можно провести полное количество в отдельную
запись, необходимо только выполнить постобработку записи постобработки на
основе данного отдельного документа.
Можно также установить проводку отрицательных запасов вместо отставаний для отпуска материала. Для этого в пользовательской настройке управления запасами необходимо разрешить проводку в отрицательные запасы и в общих данных завода установить соответствующий индикатор в основной записи материала.
Процедура
…
1. В системе DI выберите Логистика ® Производство ® Серийное производство ® Производственное подтверждение (дискретное производство) ® Постобработка компонентов (транзакция COGI).
Появится экран Автоматические поступления материала: обработка ошибок.
2. Введите материал для постобработки и, при необходимости, прочие критерии выбора, например, версия продукта или заказ.
Можно выбрать
Суммарные записи или Отдельные записи. В случае суммарных
записей подтверждения с ошибками сгруппированы в соответствии с датой проводки
и компонентами. Для обработки ошибок следует выбрать отдельные
записи.
Для обработки ошибок следует выбрать отдельные
записи.
3. Выберите Выполнить.
Появится первый экран для движений материала с ошибками.
4. Выберите соответствующие компоненты и выберите Изменить подробные данные.
Появится обзор материала.
5. Можно выполнить следующие изменения:
o ввести производственный склад для материала, если это поле пустое. Такая ситуация возможна при существовании несоответствий в основной записи материала. Например, если не создана область производственного обеспечения или ей не присвоен склад.
o При необходимости проверьте дополнительные данные для материала путем выбора Выбрать.
6. Сохраните данные.
При некорректном движении материала и при отсутствии возможности исправления ошибки, например, если доступны недостаточные запасы для компонента, и невозможно пополнить запасы, например, путем замещения продукта, выполните следующие действия:
. ..
..
i. Сократите количество движения материала, чтобы можно было провести движение материала с доступным запасом.
ii. Создайте подтверждение с помощью нулевого количества и вручную на закладке Движений материала вручную добавьте остаток из альтернативно выполненных движений материала.
iii. Сохраните подтверждение.
Выполняется проводка движений материала, созданных таким образом в системе DI с использованием транзакции PPCGO.
Что такое 3д обработка материалов и кому она нужна
Обработка 3d-изделий используется для придания привлекательного внешнего вида товару, создания глянцевого блеска. Применяться могут разные растворы в зависимости от материала, из которого изготовлено изделие. Для деталей можно не проводить финишной обработки, так как внешний вид товара не играет большой роли.
Для деталей можно не проводить финишной обработки, так как внешний вид товара не играет большой роли.
Внешний вид изделий, напечатанных на 3д принтере, напрямую зависит от используемой техники и методов обработки. Поверхность изделий может быть гладкой или ребристой. И если для деталей внешний вид практически не важен, при создании декоративных элементов необходимо, чтобы они были идеально гладкими и ровными. Для того чтобы придать изделиям привлекательности, используется постобработка. Ниже опишем несколько видов техники, которые применяются для обработки материалов зависимости от типа изделия, фактур и их размеров.
Химическая постобработка 3Д моделей
Это самый популярный метод для обработки пластиковых изделий. За счет своевременно выполненных работ изделие приобретает глянцевый блеск, а его края смотрятся естественно. Самое главное – это правильно подобрать время для обработки, чтобы не испортить внешнего вида. Для очистки чаще всего используются такие фактуры:
Ацетон
Используется для изделий, выполненных из ABS пластика.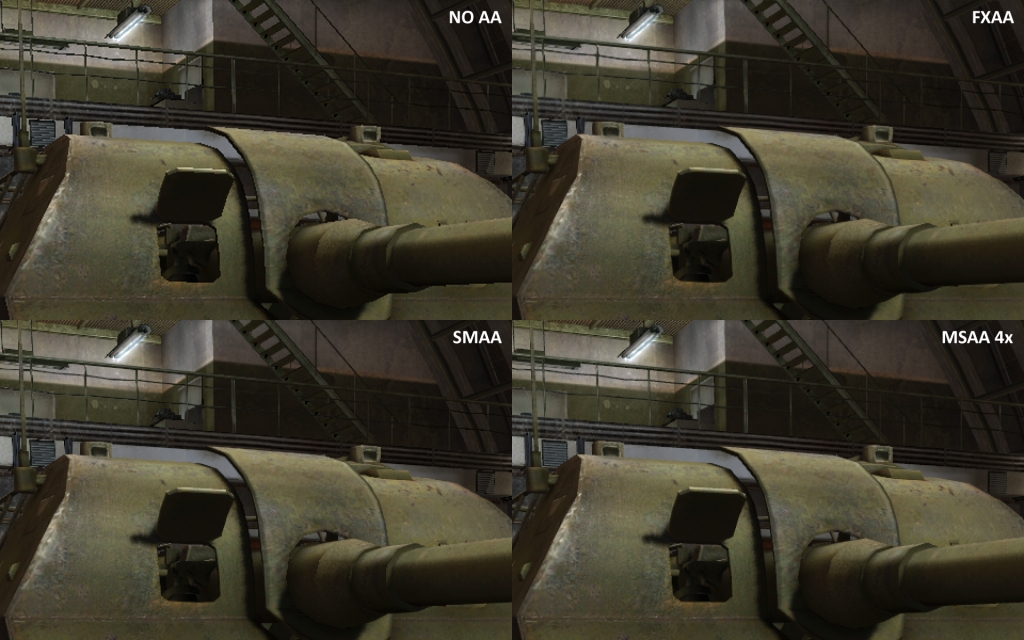 Если речь идет о габаритных товарах, то их обрабатывают кисточкой, смоченной в растворе. Если же необходимо обработать небольшие, но сложные по строению фигуры, их отпускают в раствор не более чем на 10 секунд. К таким изделиям нередко применяется метод ацетоновой бани. Время воздействия паров ацетона увеличивается до 10 минут. Такой метод обработки стоит проводить в нежилых помещениях или хорошо их проветривать во избежание отравления.
Если речь идет о габаритных товарах, то их обрабатывают кисточкой, смоченной в растворе. Если же необходимо обработать небольшие, но сложные по строению фигуры, их отпускают в раствор не более чем на 10 секунд. К таким изделиям нередко применяется метод ацетоновой бани. Время воздействия паров ацетона увеличивается до 10 минут. Такой метод обработки стоит проводить в нежилых помещениях или хорошо их проветривать во избежание отравления.
Дихлорметан
Этот материал не настолько токсичен как ацетон, он не имеет запаха и подходит для обработки ABS, PLA, HIPS пластика. Химикат отличается быстротой воздействия: достаточно окунуть изделие на 2-5 секунд и убрать на просушку. Если хочется добиться глянца, вещь повторно опускается в жидкость, но время воздействия должно быть ½ секунды. Помещение после выполнения работ должно хорошо проветриться. Вещество не смешивается с водой, поэтому выливать его в канализацию не стоит.
Дихлорэтан
Этот вид материала способен очищать практически все виды пластика, но его главное преимущество в большой токсичности, поэтому его не рекомендуется использовать.
D-Limonene
Это самый безопасный вид растворителя, который имеет ряд недостатков. Для обработки одного изделия необходимо затратить 2-24 часа, возможно проводить обработку только изделий, выполненных из HIPS и SBS пластика.
Финишная механическая обработка 3Д изделий
В некоторых случаях химическая обработка может быть под запретом, тогда применят ручную постобработку для достижения красивого внешнего вида изделий.
Ниже опишем методы, которые можно использовать:
Пестоструйкая шлифовка
Этот метод заключается в перемещении предмета в закрытую камеру с соплом на 5-15 минут. После доставания изделия, оно становится идеально гладким. Эта технология универсальна и применяется для работы с любыми объектами, даже с крупногабаритными.
Ошкуривание
Это самый популярный и доступный метод, подходящий для большинства изделий. Для борьбы со ступенчатостью и шероховатостью нужно использовать наждачную бумагу разной зернистости. Если дефекты сильно заметны, перед ошкуриванием можно применить напильник. Но не стоит сильно увлекаться этим процессом, чтобы не снять слой изделия, важно следить за выполненными работами.
Если дефекты сильно заметны, перед ошкуриванием можно применить напильник. Но не стоит сильно увлекаться этим процессом, чтобы не снять слой изделия, важно следить за выполненными работами.
Аппаратная шлифовка
При наличии специальных инструментов справиться с дефектами изделий удастся быстро. Для этого используется специальная машинка с насадками. С ее помощью удастся срезать подложки, избавиться от слоистости, добиться однородной структуры, отшлифовать стыки и отполировать поверхность.
Цанговый нож
Если вы занимаетесь производством 3д моделей, то этот инструмент просто обязан быть в вашей мастерской. С его помощью можно избавиться от излишков материала в мелких складках и стуках. Но стоит знать, что нож имеет очень тонкое лезвие, а поэтому работа с ним требует тренировки и при неправильных движениях можно испортить изделие.
3д обработка материалов очень популярна: благодаря ей изделиям удается придать законченный внешний вид, добавить блеска. Самое главное – это подобрать подходящий метод обработки.
Самое главное – это подобрать подходящий метод обработки.
Понятия «Статика» и «Постобработка»?
«Статика» – это самый первый метод, разработанный для GNSS-измерений. Он может быть использован для измерений длинных линий (обычно 20 км и более). Один приемник устанавливают на точке, координаты которой точно известны. Он называется референц–станцией. Другой приемник, расположенный на другом конце базовой линии, называется ровером. Данные записываются обоими приёмниками одновременно. Важно выполнять запись данных каждым приёмником с одной и той же частотой (интервалом записи данных). Обычно этот интервал составляет 5, 15, 30 или 60 сек. Приемники выполняют запись данных в течение некоторого отрезка времени. Этот период зависит от длины линии, числа наблюдаемых спутников и спутниковой геометрии (которую характеризует такой показатель как «снижение точности» или DOP). Считается, что статика должна выполняться в течение минимум 1 часа на линиях длиной 20 км с пятью спутниками и преобладающим значением GDOP=8. Длинные линии требуют более длительного периода наблюдений. После достаточного накопления данных приемники можно выключить. Затем ровер может перемещаться на следующую определяемую точку для измерения следующей базовой линии. Очень важно произвести избыточные измерения в сети. Например, выполнить измерения на точках, по крайней мере, дважды или измерения дополнительных векторов, чтобы избежать проблем, которые иначе нельзя обнаружить. Намного увеличить производительность, можно добавив ещё несколько роверов. Для увеличения эффективности при наличии трёх приёмников необходима хорошая координация между членами полевой бригады.
Длинные линии требуют более длительного периода наблюдений. После достаточного накопления данных приемники можно выключить. Затем ровер может перемещаться на следующую определяемую точку для измерения следующей базовой линии. Очень важно произвести избыточные измерения в сети. Например, выполнить измерения на точках, по крайней мере, дважды или измерения дополнительных векторов, чтобы избежать проблем, которые иначе нельзя обнаружить. Намного увеличить производительность, можно добавив ещё несколько роверов. Для увеличения эффективности при наличии трёх приёмников необходима хорошая координация между членами полевой бригады.
Измерения «быстрой статикой». При измерениях быстрой статикой выбирается база, относительно которой работает один или более роверов. Как правило, быстрая статика используется для сгущения существующих сетей, создания съёмочных сетей и т. д. Если вам предстоит работать в районе, где ранее никаких измерений не производилось, прежде всего запланируйте измерения на пунктах местных геодезических сетей. Это позволит вычислить параметры трансформации и, следовательно, координаты всех точек, определённые с помощью GNSS-измерений в этом районе, можно легко перевычислить в местную систему координат. Должны быть выполнены измерения, по крайней мере, на 4 пунктах (плюс 1 пункт для высотной отметки) с известными координатами по периметру района работ. Вычисленные параметры трансформации будут действительны для района, охватываемого этими пунктами. База обычно устанавливается на исходном пункте, координаты которого могут быть включены в трансформацию. Если в вашем распоряжении нет никаких исходных точек, то база может быть установлена где-нибудь в пределах определяемой сети. Затем ровер перемещается, посещая каждый из известных пунктов. Период измерений на каждой из точек зависит от длины базовой линии и GDOP. Данные записываются и обрабатываются в офисе. Далее, с целью выявления грубых ошибок, должны быть выполнены контрольные измерения. Например, повторные наблюдения на точках в другое время суток.
Это позволит вычислить параметры трансформации и, следовательно, координаты всех точек, определённые с помощью GNSS-измерений в этом районе, можно легко перевычислить в местную систему координат. Должны быть выполнены измерения, по крайней мере, на 4 пунктах (плюс 1 пункт для высотной отметки) с известными координатами по периметру района работ. Вычисленные параметры трансформации будут действительны для района, охватываемого этими пунктами. База обычно устанавливается на исходном пункте, координаты которого могут быть включены в трансформацию. Если в вашем распоряжении нет никаких исходных точек, то база может быть установлена где-нибудь в пределах определяемой сети. Затем ровер перемещается, посещая каждый из известных пунктов. Период измерений на каждой из точек зависит от длины базовой линии и GDOP. Данные записываются и обрабатываются в офисе. Далее, с целью выявления грубых ошибок, должны быть выполнены контрольные измерения. Например, повторные наблюдения на точках в другое время суток. При работе с двумя или более роверами необходимо, чтобы они работали одновременно. Это позволит в течение обработки использовать каждый приемник на выбор либо как базу, либо как ровер, что является наиболее эффективным способом GNSS-измерений, но возникают трудности в синхронизации действий операторов приемников. Другой способ получения избыточных измерений – это установка двух базовых станций и использование одного ровера для измерения на точках.
При работе с двумя или более роверами необходимо, чтобы они работали одновременно. Это позволит в течение обработки использовать каждый приемник на выбор либо как базу, либо как ровер, что является наиболее эффективным способом GNSS-измерений, но возникают трудности в синхронизации действий операторов приемников. Другой способ получения избыточных измерений – это установка двух базовых станций и использование одного ровера для измерения на точках.
Что такое прием и обработка входящих звонков?
Входящие звонки в компанию – это прекрасно! Это верный признак того, что клиенты знают о компании, обращаются в нее и намерены пользоваться ее услугами или приобретать ее товары. Конечно, не каждый звонящий абонент является постоянным клиентом, и не каждый потенциальный клиент сделает заказ, но во многом результат входящего звонка зависит от его правильной обработки. Кажется, нет ничего сложного в построении разговора с обратившимся в компанию клиентом – ведь он позвонил сам, значит, он уже заинтересован и сделает заказ. На самом деле он мог позвонить только для того, чтобы задать пару уточняющих вопросов, а подобное легкомысленное отношение не позволит оператору сориентироваться и превратить праздный интерес в желание купить. Среди наиболее простых правил общения с клиентом, обратившимся в компанию, можно назвать индивидуальный подход, а он подразумевает не только обращение к человеку по имени, но и умение вести разговор не шаблонными фразами, которые прописаны в сценарии, а обычным языком, в живой манере, слушая клиента, но в то же время не позволяя ему уйти от темы. И такая задача уже не так проста.
На самом деле он мог позвонить только для того, чтобы задать пару уточняющих вопросов, а подобное легкомысленное отношение не позволит оператору сориентироваться и превратить праздный интерес в желание купить. Среди наиболее простых правил общения с клиентом, обратившимся в компанию, можно назвать индивидуальный подход, а он подразумевает не только обращение к человеку по имени, но и умение вести разговор не шаблонными фразами, которые прописаны в сценарии, а обычным языком, в живой манере, слушая клиента, но в то же время не позволяя ему уйти от темы. И такая задача уже не так проста.
Входящий на «пятерку»
Специалисты выделяют пять правил обработки входящих вызовов:
- вежливость – на протяжении всего разговора независимо от настроения клиента, тон оператора должен быть предельно корректен, обязательно нужно узнать имя клиента и представиться самому, а в ходе беседы нужно все внимание направить на клиента;
- достижение цели – с какой бы целью не позвонил клиент, оператор должен направлять усилия на достижение своей цели (например, продать товар или услугу), поэтому отвечая на вопросы клиента необходимо задавать ему встречные вопросы, аккуратно подводя его к следующему шагу продажи;
- подготовка – прежде, чем занять свое рабочее место, оператор должен составить (или получить) список вопросов, которые ему предстоит задать клиенту; таких вопросов в списке обычно не менее двадцати, хотя не все они озвучиваются в ходе разговора;
- честность – не надо пытаться обмануть клиента, это верный путь к провалу, предоставляемая информация должна быть актуальной и верной, если же на какой-то вопрос клиента оператор не может ответить сразу, нужно попросить у него время на уточнение данных и перезвонить клиенту в назначенный срок;
- равноправие – в разговоре клиент должен чувствовать себя комфортно, не нужно «давить» его вопросами, но не стоит и давать ему слишком много свободы, беседа должна вестись на равных.


Такие правила позволяют расположить клиента к разговору, вызвать его интерес и симпатию, что в большинстве случаев позволяет закрыть сделку при первом же контакте.
Схема обработки входящего вызова
Помимо соблюдения правил обработки, необходимо придерживаться и определенной структуры работы с позвонившим клиентом:
- не следует отвечать после первого же гудка, оптимальное время для ответа – после третьего гудка, за этот период ожидание не затянется, а человек успеет морально подготовиться к разговору;
- при ответе необходимо представиться, проговорить название компании и предложить помощь, именно фраза «Чем я могу помочь» наилучшим образом располагает собеседника к разговору;
- затем нужно выяснить имя клиента и после этого обращаться к нему только так – это увеличивает степень доверия;
- по итогам полученных ответов следует сформулировать приглашение к продаже (или к встрече).
Завершение беседы не должно предполагать конца общения. Независимо от результата всей беседы следует закончить диалог призывом действовать, например: «Мы ждем вас» или «Если у вас появятся вопросы, обязательно звоните!»
Независимо от результата всей беседы следует закончить диалог призывом действовать, например: «Мы ждем вас» или «Если у вас появятся вопросы, обязательно звоните!»
При большом количестве звонков желательно обратиться в аутсорсинговый call-центр по вопросам услуг по обработке входящих вызовов. В отличие от штатных сотрудников, которых звонки отвлекают от текущих обязанностей, опытные операторы, прошедшие специальные тренинги и курсы, умеют правильно вести беседу и выдерживать доброжелательный тон даже с самыми сложными клиентами. Благодаря этому лояльность клиентов только возрастает, а число закрытых сделок и организованных встреч увеличивается.
3D-печать или обработка с ЧПУ
Введение
Технология фрезерования с ЧПУ существует c 50-х годов 20 века и, по сути, является противоположностью 3D-печати. В случае с 3Д-печатью компьютер управляет печатающей головкой принтера, которая «добавляет» материал в трех измерениях, при обработке с ЧПУ управляется фрезерный инструмент, который удаляет материал. В этом и заключается ключевая разница между двумя технологиями.
В этом и заключается ключевая разница между двумя технологиями.
Проектирование 3Д-моделей для станков с ЧПУ и 3D-принтеров часто осуществляется на одном и том же программном обеспечении, но уже на следующем этапе подготовки выходных данных используются абсолютно различные методы преобразования.
Несмотря на то, что 3D-печать может показаться развивающейся и недо конца сформированной технологией, новые принтеры продолжают появляться на производствах в качестве альтернативы станкам с ЧПУ. Многие компании, знакомясь с 3D-печатью, сталкиваются со сложностью новой технологии, но продолжают искать способы и области ее применения в своем бизнесе.
Разные цели
Фрезерные станки с ЧПУ и 3D-принтеры обладают технологическими возможностями и ограничениям, которые позволяют решать разные задачи. Фрезерный станок с ЧПУ позволяет эффективно производить в больших тиражах крупные, тяжелые и высокоточные изделия, которые можно использовать для производства торгового и промышленного оборудования, машин, двигателей и прочего. Технология с ЧПУ позволяет также производить небольшие партии продукции, но как правило, с более высокой стоимостью единицы.
Технология с ЧПУ позволяет также производить небольшие партии продукции, но как правило, с более высокой стоимостью единицы.
Гибкость 3D-печати дает возможность быстро переключаться между различными изделиями. Однако, поскольку стоимость единицы продукта всегда одинакова, независимо от количества, использование 3Д-печати экономически не обосновано для крупных тиражей.
Адаптируемость 3D-печати делает ее полезной для создания уникальных, персонализированных дизайнов для конкретных клиентов, например для производства индивидуальных имплантатов для травматологии или стоматологии.
В этой статье мы представляем основные технологические аспекты, чтобы помочь вам выбрать правильную технологию для вашего продукта. Мы ориентируемся на функциональные детали и прототипы, сделанные из металлов или пластмасс.
Выбор правильной технологии
При выборе между ЧПУ и 3Д-печатью, есть несколько простых рекомендаций, которые можно применить к процессу принятия решений.
Обычно имеет смысл использовать 3D-печать только в следующих случаях:
- традиционные методы не позволяют изготовить деталь, например, для очень сложных, оптимизированных по топологии геометрий.
- время производства имеет решающее значение; напечатанные детали могут быть произведены в течение 24 часов.
- низкая стоимость для небольших тиражей, количество идентичных деталей (менее 10). В таких случаях 3D-печать обычно дешевле, чем и производство с ЧПУ.
- материалы, которые сложно обработать, но есть возможность напечатать, например, сплавы некоторых металлов.
ЧПУ предлагает высокую точность и равномерность механических свойств во всему объему изделия (изотропность, в противовес анизотропным свойствам у напечатанных изделий), но обычно это обходится дороже, особенно при небольших объемах.
Если требуется большее количество изделий (сотни и более), то ни ЧПУ, ни 3Д-печать не могут быть экономически выгодным вариантом. Традиционные технологии формования, такие как литье по выплавляемым моделям или литье под давлением, как правило, являются наиболее экономически выгодным вариантом.
Традиционные технологии формования, такие как литье по выплавляемым моделям или литье под давлением, как правило, являются наиболее экономически выгодным вариантом.
Таким образом общее количество изделий – тираж — является ключевым фактором при выборе технологии производства.
Характеристики процесса
Точность размеров.
Обработка с ЧПУ позволяет производить детали с высокими допусками не зависимо от размера и с отличной воспроизводимостью.
Из-за формы режущего инструмента внутренние углы изделия всегда будут иметь радиус, но внешние поверхности могут иметь острые края и могут обрабатываться очень тонко.
Различные виды 3D-печати предлагают разную точность размеров. Промышленные принтеры могут печатать детали с достаточно хорошими допусками. Если в технической документации прописаны требования к высокой точности, то критические размеры могут быть напечатаны на 3D-принтере негабаритно и затем обработаны во время последующей обработки. <br>Минимальная толщина стенок напечатанных деталей ограничена технологией печати, например, диаметром лазерного пятна в SLS. Поскольку детали изготавливаются послойно, линии слоев могут быть видны, особенно на изогнутых поверхностях. <br>Максимальный размер детали относительно невелик.
Материалы
ЧПУ в основном используется для обработки металлов и модельных пластиков:
-
Пластмассы: АБС, нейлон, поликарбонат, ПЭЭК
-
Металлы: Алюминий, Нержавеющая сталь, Титан, Латунь
3D-печать преимущественно работает с пластмассами и, в меньшей степени, с металлами.
-
Пластмассы: Нейлон, PLA, ABS, ULTEM, ASA, TPU
-
Металлы: Алюминий, Нержавеющая сталь, Титан, Инконель
Сложность геометрии изделия
ЧПУ
Существует ряд ограничений, которые необходимо учитывать при проектировании деталей для обработки с ЧПУ, включая доступ к инструменту и зазоры, точки крепления, а также невозможность обрабатывать квадратные\острые углы из-за геометрии инструмента.
Некоторые изделия невозможно произвести на станках с ЧПУ (даже с 5-осевыми системами), так как инструмент не может получить доступ ко всем поверхностям.
Большинство геометрий требуют вращения детали для доступа к различным сторонам. Перестановка увеличивает время обработки и работы, также могут потребоваться нестандартные приспособления и дополнительные крепежи, что в совокупности влияет на окончательную стоимость изделия.
ЗD-печать
3D-печать имеет очень мало геометрических ограничений по сравнению с ЧПУ. Построение поддержки требуются в большинстве типов печати, таких как FDM или SLM / DMLS, и удаляются во время постобработки.
Способность создавать очень сложные геометрии является одним из ключевых преимуществ 3D-печати.
Производственный процесс
ЧПУ
После поступления 3Д-модели на производство опытный технолог или инженер прорабатывает выбор инструмента, скорость обработки, траекторию движения инструмента и изменение положения детали. Все эти факторы сильно влияют на качество конечной детали и время работы. Процесс производства является трудоемким. После механической обработки компоненты готовы к использованию или последующей обработке.
Все эти факторы сильно влияют на качество конечной детали и время работы. Процесс производства является трудоемким. После механической обработки компоненты готовы к использованию или последующей обработке.
3Д-печать
В 3D-печати оператор принтера подготавливает 3д-модель: выбирает ориентацию модели в принтере и добавляет поддержку, а затем отправляет готовый файл на принтер, где он печатается без дополнительного участия специалиста. Когда печать завершена, деталь должна быть очищена и подвергнута последующей обработке.
Постобработка
Ряд методов постобработки может быть применен как к деталям с ЧПУ, так и к 3D-печатным изделиям, которые улучшают функциональность или внешний вид изделия. Наиболее распространенные методы постобработки:
-
cтруйная обработка
-
анодирование (тип II или тип III),
-
порошковое покрытие
-
шлифовка и полировка
Для напечатанных изделий предварительно может дополнительно проводиться постобработка на станках с ЧПУ для повышения точности и качества поверхности.
Выводы
В определенной степени технологии ЧПУ и 3D-печать частично совпадают по своим возможностям, но у каждой из них есть свои сильные и слабые стороны, которые делают их пригодными для решения конкретных задач.
— Фрезерные станки с ЧПУ обычно лучше всего подходят для проектов, в которых требуются сложные высокоточные изделия из готовых материалов с тиражом производства от 100 до 1000 изделий.
— 3D-печать идеально подходит для создания прототипов и персонализированных\индивидуальных продуктов.
Пост-обработка в 3D-печати | Beamler
c) Промывка (SLA и фотополимеризация)
Детали, напечатанные с использованием SLA или другой фотополимеризации, можно легко очистить после печати. Две компании добавили стиральные машины постобработки, которые полностью интегрированы в их технологическую линию печати.
FormLabs добавил средство Form Wash, в котором для очистки деталей используется изопропиловый спирт (IPA). Компания Carbon разработала машину Smart Part Washer для очистки.
Компания Carbon разработала машину Smart Part Washer для очистки.
2.Исправление
Иногда требуется небольшой ремонт, чтобы заполнить небольшие отверстия или трещины или даже соединить детали, которые были напечатаны отдельно.
a) Заполнение
Когда наполнители и отвердители используются для устранения нежелательных отверстий или трещин на отпечатанном объекте.
b) Склеивание и сварка
Используется, когда необходимо скрепить отдельно напечатанные детали. Отпечатки из АБС-пластика можно сваривать или склеивать с помощью ацетона.
3. Обработка
Как и в случае с картофелем фри, запекание моделей после того, как они были напечатаны, улучшает механические свойства (хрусткость в случае картофеля фри) материала.
Formlabs и Carbon добавили отверждение УФ-светом к процессу печати (SLA и CLIP соответственно, оба процесса фотополимеризации). После того, как модель была напечатана, специальные вулканизирующие машины нагревают модель, чтобы привести деталь к ее оптимальным механическим свойствам. Поэтому отверждение отличается от других вариантов постобработки тем, что улучшает не только эстетические характеристики, но и физическое качество модели.
Поэтому отверждение отличается от других вариантов постобработки тем, что улучшает не только эстетические характеристики, но и физическое качество модели.
4. Обработка поверхности
После мытья, очистки, удаления опоры или излишков материала и отверждения доступны различные процессы, чтобы модель выглядела эстетичнее.Это особенно актуально, когда модели ориентированы на потребительские рынки.
a) Шлифовка
Линии слоев или точки касания, где опорная конструкция была прикреплена к модели, можно удалить, осторожно отшлифуя поверхность модели с помощью наждачной бумаги с различной зернистостью: от низкой до высокой для чистовой обработки.
Ручное шлифование не только трудоемкое, но и может привести к нестабильным результатам. Этого можно избежать с помощью автоматической полировки.
Линии слоев особенно хорошо видны на 3D-моделях, созданных с использованием методов наслоения (например, FDM).
б) Паровое или химическое сглаживание.
Иногда для сглаживания поверхности модели используются химические вещества. Пары вступают в реакцию с внешним слоем объекта. Линии слоев тают, оставляя гладкий внешний слой, придавая модели глянцевый вид.
Пары вступают в реакцию с внешним слоем объекта. Линии слоев тают, оставляя гладкий внешний слой, придавая модели глянцевый вид.
Для моделей, напечатанных из PLA и ABS, часто используется ацетон или химический агент тетрагидрофуран (THF).
Проблема с этой техникой заключается в том, что ею нельзя управлять: можно расплавить мелкие детали, которые должны остаться.Кроме того, пары могут причинить вред при вдыхании. Этого можно избежать, используя закрытые машины химической очистки.
5. Раскрашивание
В некоторых случаях 3D-модели могут быть напечатаны с использованием цветного материала, а при печати на нескольких материалах (многоцветные) можно сделать цветные отпечатки. Но можно также выбрать окраску на этапе постобработки.
Покрытие и окраска
Детали, требующие окраски, в идеале должны быть напечатаны с использованием белого материала. Перед покраской модели обычно наносится слой грунтовки.Покраску можно произвести вручную, используя кисть или распылитель. Есть машины, которые автоматизируют напыление деталей.
Есть машины, которые автоматизируют напыление деталей.
Где я могу пройти постобработку?
Итак, постобработка становится все более неотъемлемой частью процесса 3D-печати. Благодаря разработке специальных машин для постобработки процесс становится автоматизированным, что делает его более масштабируемым, чем это было возможно ранее.
У вас есть возможность использовать специальные службы постобработки, но, кстати, все больше и больше полиграфических служб предоставляют своим клиентам услуги постобработки, предлагая им универсальное решение.
Методы предварительной и последующей обработки
Предварительная обработка — Включает все функции приемника и увеличение записи. Любая функция обработки, которая не может быть выполнена для стоп-кадра.
Увеличение записи (увеличение записи) — Техника предварительной обработки, которая позволяет записывать в память меньшее анатомическое поле зрения, тем самым увеличивая изображение без увеличения размера пикселя. Увеличивает объем данных, собранных в определенной интересующей области, для отображения увеличенного изображения.Это улучшает пространственное разрешение и может быть полезно для обнаружения небольших масс и получения более подробной информации в определенной области.
Увеличивает объем данных, собранных в определенной интересующей области, для отображения увеличенного изображения.Это улучшает пространственное разрешение и может быть полезно для обнаружения небольших масс и получения более подробной информации в определенной области.
Логарифмическое сжатие — Метод предварительной обработки, который устраняет небольшие уровни сигнала (шума), которые могут привести к нечеткому изображению. Дает более чистое изображение с уменьшением динамического диапазона. Это полезно для уменьшения шума и лучшего определения кист.
Edge Enhancement — использует взвешенный коэффициент для обнаружения и улучшения интерфейсов между структурами.Этот метод полезен для обнаружения нарушений в работе органов или сосудов.
Time Gain Compensation (TGC) — Компенсирует затухание и увеличивает амплитуду обрабатываемых сигналов со временем или глубиной. Элементы управления TGC (стручки) используются для регулировки усиления на разной глубине. Стручки с левой стороны не обеспечивают компенсации, но с правой стороны обеспечивают максимальную компенсацию.
Стручки с левой стороны не обеспечивают компенсации, но с правой стороны обеспечивают максимальную компенсацию.
Постоянство — концепция усреднения кадров . Улучшает динамический диапазон и контрастное разрешение, но снижает частоту кадров. Усредняет кадры пикселей, которые не имеют эхо, путем усреднения других кадров.
Fill-In Interpolation — Усредняет сигналы от окружающих пикселей, чтобы сгладить пропущенные эхо. Подходит для однородных вещей (матка, органы, печень).
Постобработка — Любой тип обработки изображения после его сохранения в памяти, например, увеличение при чтении или регулировка яркости. Любая функция обработки, которая может быть выполнена на стоп-кадре.
Увеличение при чтении (увеличение при чтении) — Метод постобработки, который увеличивает пиксели после того, как изображение уже записано в память. Приводит к низкому качеству изображения, потому что пиксели растягиваются и никакие детали не собираются.
Приводит к низкому качеству изображения, потому что пиксели растягиваются и никакие детали не собираются.
Contrast Enhancement — Изменяет связь между значениями сигнала и уровнями серого, чтобы аналогичные значения могли отображаться в разных оттенках серого.
Cine loop — Позволяет отслеживать замороженные кадры назад. Некоторые машины сохраняют порядка 20-100 кадров.
Панорамное изображение — Расширяет изображение за пределы нормального поля зрения преобразователя . Информация эхо из предыдущих кадров сохраняется, и добавляются новые эхо . Панорамная визуализация — это техника. Также называется «Морской пейзаж». Панорамное изображение дает вам более широкий угол обзора. Полезен при гепатомегалии.
Совместная обработка — Позволяет использовать несколько фокусных зон, не влияя на частоту кадров. Информация собирается одновременно на разных глубинах фокуса.
Создание 3D-изображений — Выполняется путем получения множества параллельных 2D-сканирований, обработки 3D-объема для отображения на 2D-дисплее. Полезно для таза, потому что мы не можем делать венечную коронку (бедра мешают).
Постобработка — обзор | Темы ScienceDirect
10.2.2.4 Постобработка
Постобработка или выделение схемы после задержки состоит из следующих этапов: (1) обработка изображения, (2) аннотация, (3) выделение схемы на уровне ворот, (4) схематический анализ и организация и (5) извлечение списка соединений высокого уровня из схемы уровня ворот. Каждый из этих шагов описан более подробно следующим образом:
Обработка изображений. Делать изображения вручную становится все труднее, потому что размер ИС уменьшается вместе со многими их функциями [3].Современные электрические лаборатории теперь используют автоматизированные инструменты (рентгеновские снимки, SEM, цифровые микроскопы), которые позволяют снимать изображения целых слоев ИС и ПП. Затем автоматизированное программное обеспечение можно использовать для сшивания изображений вместе с минимальной ошибкой и синхронизации нескольких слоев без перекоса. Кроме того, перед извлечением важно установить расположение контактов слоев и переходных отверстий.
Затем автоматизированное программное обеспечение можно использовать для сшивания изображений вместе с минимальной ошибкой и синхронизации нескольких слоев без перекоса. Кроме того, перед извлечением важно установить расположение контактов слоев и переходных отверстий.
Аннотация. После завершения совмещения слоев и сшивки изображений начинается извлечение схемы.Этот этап процесса включает в себя запись транзисторов, катушек индуктивности, конденсаторов, резисторов, диодов, других компонентов, взаимосвязи слоев, переходных отверстий и контактов. Выделение контура может быть автоматическим или ручным процессом. Например, у Chipworks есть инструмент извлечения ICWorks, который может просматривать все отображаемые слои чипа и выравнивать их для извлечения [3]. Инструмент можно использовать для одновременного просмотра нескольких слоев микросхемы в нескольких окнах. Инструмент извлечения ICWorks также может использоваться для аннотации проводов и устройств.Программное обеспечение для распознавания изображений (2D или 3D) используется для распознавания стандартных ячеек в цифровой логике. Программное обеспечение для автоматического распознавания изображений помогает быстро извлекать большие блоки цифровых ячеек.
Программное обеспечение для автоматического распознавания изображений помогает быстро извлекать большие блоки цифровых ячеек.
Извлечение схемы на уровне ворот. Иногда изображения получаются несовершенными, так как изображения могут быть сняты вручную. Кроме того, процесс аннотации и распознавания изображений для цифровых ячеек может быть ошибочным. Следовательно, перед созданием схемы необходима проверка.Проверки правил проектирования могут использоваться для обнаружения любых проблем, связанных с элементами или пространствами минимального размера, проводным соединением, переходными отверстиями и соединениями [3]. После этого этапа такие инструменты, как ICWorks, могут извлечь список соединений межсоединений, из которого может быть создана плоская схема. Схема может быть проверена на наличие каких-либо плавающих узлов, закороченных входов или выходов или источников питания и цепей, у которых нет входа или выхода. Аннотации, список соединений и схема зависят друг от друга, поэтому изменение одного может повлиять на другие.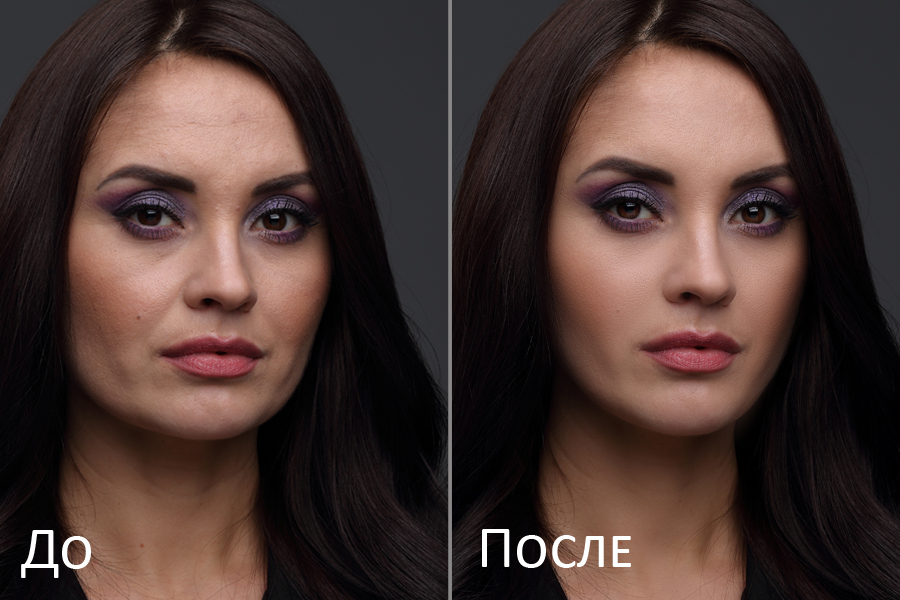
Схематический анализ и организация. Схематический анализ должен выполняться вдумчиво и внимательно с надлежащей иерархией и согласованностью дизайна. Для анализа и организации схемы реверс-инженер может использовать общедоступную информацию об устройстве, такую как его техническое описание, технический отчет, маркетинговая информация и патенты. Это может помочь облегчить анализ архитектуры и схемотехники. Некоторые структуры, такие как дифференциальные пары и эталоны запрещенной зоны, можно легко распознать.
Извлечение списка соединений высокого уровня из схемы уровня ворот. После того, как выделение схемы выполнено на ИС со снятой изоляцией (получение принципиальной принципиальной схемы), можно применить несколько методов [35–37], чтобы получить высокоуровневое описание для анализа и проверки функциональности микросхемы с использованием моделирования. [35] предложил RE на основе схемы комбинационных схем ISCAS-85 на уровне логических элементов, чтобы получить функциональные возможности схемы путем вычисления таблиц истинности небольших блоков, поиска общих библиотечных компонентов, поиска структур с повторением и идентификации шины и сигналов управления. [38] представляет RE списков соединений на уровне ворот для получения высокоуровневой функции компонентов схемы на основе анализа поведенческих паттернов. Подход основан на сочетании поиска паттернов на основе имитационных трасс списка соединений на уровне ворот и их интерпретации для графа паттернов. [38] предложили автоматический способ получения структур на уровне слов, которые могли бы определять операции из списка соединений на уровне логических элементов цифровой схемы. Функциональные возможности логических блоков изолированы путем извлечения информационного потока на уровне слов из списка соединений с учетом эффекта разделения ворот.В [37] используются различные алгоритмы для идентификации высокоуровневого списка соединений с границами модуля. Алгоритмы применяются для проверки, чтобы определить функциональность компонентов, таких как файлы регистров, счетчики, сумматоры и вычитатели.
[38] представляет RE списков соединений на уровне ворот для получения высокоуровневой функции компонентов схемы на основе анализа поведенческих паттернов. Подход основан на сочетании поиска паттернов на основе имитационных трасс списка соединений на уровне ворот и их интерпретации для графа паттернов. [38] предложили автоматический способ получения структур на уровне слов, которые могли бы определять операции из списка соединений на уровне логических элементов цифровой схемы. Функциональные возможности логических блоков изолированы путем извлечения информационного потока на уровне слов из списка соединений с учетом эффекта разделения ворот.В [37] используются различные алгоритмы для идентификации высокоуровневого списка соединений с границами модуля. Алгоритмы применяются для проверки, чтобы определить функциональность компонентов, таких как файлы регистров, счетчики, сумматоры и вычитатели.
Постобработка спутниковых и аэрофотоснимков
Что такое постобработка и зачем она мне нужна?
В пикселях вашего «сырого» изображения среднего и высокого разрешения заблокировано скрытое значение. Передовые аналитические методы, основанные как на спектральных, так и на пространственных характеристиках цифровых изображений, могут использоваться для извлечения полезной информации о земле, что когда-то было возможно только с помощью дорогостоящего ручного труда.Постобработка также может повысить точность изображений и определить соответствующие отметки, которые могут заменить первоначальные геодезические работы, необходимые для строительных проектов.
Передовые аналитические методы, основанные как на спектральных, так и на пространственных характеристиках цифровых изображений, могут использоваться для извлечения полезной информации о земле, что когда-то было возможно только с помощью дорогостоящего ручного труда.Постобработка также может повысить точность изображений и определить соответствующие отметки, которые могут заменить первоначальные геодезические работы, необходимые для строительных проектов.
Мы здесь, чтобы помочь вам раскрыть эту скрытую ценность во всех ваших проектах по созданию изображений.
Apollo Mapping предлагает высококачественную постобработку для ваших наборов данных изображений среднего и высокого разрешения по разумным ценам, выполнив работу здесь, в нашем офисе в Боулдере, штат Колорадо. Время и усилия, которые мы экономим на производстве и контроле качества, передаются напрямую всем нашим уважаемым клиентам Apollo Mapping.
Вот список самых популярных услуг постобработки, которые мы предлагаем:
- Модели рельефа — топографические модели, полученные на основе перекрывающихся пар изображений (или стереопар) в различных форматах
- Photo Enhancement — улучшает четкость и цвета всех изображений среднего и высокого разрешения
- Спектральный анализ — вычисляет и извлекает информацию из неотъемлемой спектральной и пространственной информации, содержащейся в ваших изображениях
Не видите в этом списке вашу конкретную потребность? Дайте нам знать. Скорее всего, мы сможем помочь вам с вашими специализированными потребностями в постобработке.
Скорее всего, мы сможем помочь вам с вашими специализированными потребностями в постобработке.
Полезная информация о методах постобработки
Если вы не знакомы с терминами, используемыми на этой странице, вот некоторая информация, которая может помочь объяснить некоторые из них.
Орторектификация
Ортотрансформация повышает точность изображений по горизонтали за счет наложения данных на модель рельефа и применения наземного контроля (если доступно). Повышенная точность важна для инженерных, государственных и энергетических проектов.
Подъемные модели
Модели высот являются важным элементом многих строительных и инженерных проектов. На спутниковых снимках высокого разрешения возможны модели высот с высотой 1 метр.
Улучшение фото
Photo Enhancement — идеальное решение для тех, кто ищет простой в использовании фотореалистичный фон для ArcGIS, AutoCAD или любого другого геопространственного программного обеспечения.
Спектральный анализ
Спектральный анализ выявляет информацию, скрытую в пикселях изображений среднего и высокого разрешения.
CT: что это такое, как мы ее используем и куда она идет?
Введение в курс
CT продолжает раздвигать границы передовой медицинской визуализации. С момента своего появления в начале 70-х модальность претерпела множество изменений на протяжении своей истории. Получение изображений и постобработка дают КТ значительное преимущество перед другими методами и продолжают продвигать эту область в будущее. В этой презентации будет обсуждаться процесс восстановления изображения, а также различные методы постобработки, используемые сегодня.Посетители также могут узнать, как рентгенологи играют жизненно важную роль в создании диагностических форматов и как будущие аппаратные / программные приложения будут использоваться в надежде на повышение диагностической эффективности.
Результаты обучения
К концу сеанса вы сможете:
- Обсудите различные этапы восстановления изображения
- Приведите примеры и обсудите клиническое применение различных методов постобработки
- Признать роль рентгенолога в создании диагностических форматов
- Определить технологию, которая повысит / повысит диагностическую эффективность
Спонсоры лекций
- Индианское радиологическое общество
- Университет Индианы ОНЛАЙН
- Bracco Diagnostics Inc.
- Институт ультразвуковой диагностики им. Бурвина
- Радиология Индианы
- Supertech
- Подкаст «Пончиковый час»
- E * VALUE Система управления медицинским образованием
- Gage Непрерывное образование
- Ривервью Health Radiology
Знакомьтесь, спикер
Рори Лэнгтон, BS, R.T. (R) (CT) — клинический доцент и клинический координатор в Саут-Бенд Университета Индианы. Он проработал в области медицинской визуализации 8 лет и имеет дипломы рентгенографии и компьютерной томографии.Г-н Лэнгтон был дипломированным технологом в USI «Focal Spot», зарабатывал партнерство в области преподавания / обучения с Университетом Индианы в Саут-Бенд, получатель гранта SEED, стипендию, присужденную Альбертом и Грейс Хан, и был выбран своими коллегами в Госпиталь диаконис Гейтвей за его сострадание к своим пациентам. Он является членом нескольких профессиональных обществ с хорошей репутацией.
Посетить другие виртуальные лекции
Постобработка — Включение аддитивного производства
В этой статье Джозеф Крэбтри, генеральный директор компании Additive Manufacturing Technologies Ltd рассматривает важность постобработки во всей цепочке производственного процесса и выделяет новое решение.
Постобработка — Включение аддитивного производства
Джозеф Крэбтри, генеральный директор | ООО «Технологии аддитивного производства»
Несомненно, есть много преимуществ, связанных с использованием аддитивного производства (AM) в качестве производственной технологии. На общеиндустриальной основе производители используют тот факт, что с помощью AM они могут не только создавать сложные детали в виде одной детали, что ранее было невозможно, но они также могут создавать более прочные и легкие детали, снижать расход материалов и извлекайте выгоду из консолидации компонентов сборки в целом ряде приложений.Все эти преимущества были хорошо задокументированы в течение последних 10-20 лет, поскольку AM превратилась в поистине революционную технологию для создания прототипов и производства, и неизменно рассматривается как доступная благодаря аддитивному оборудованию, которое создает детали. В действительности, однако, это частичная картина, особенно для серийного производства AM. Аппаратные системы AM на самом деле являются лишь частью (хотя и жизненно важной) обширной экосистемы технологий, обеспечивающих AM как до, так и после сборки.
В действительности, однако, это частичная картина, особенно для серийного производства AM. Аппаратные системы AM на самом деле являются лишь частью (хотя и жизненно важной) обширной экосистемы технологий, обеспечивающих AM как до, так и после сборки.
Сосредоточение внимания только на процессе сборки AM часто упускает из виду фундаментальную часть производственной цепочки, а именно этапы постобработки после того, как деталь выходит из машины AM. Производители, использующие (или планирующие использовать) AM для серийного производства, должны сначала определить соответствующий аддитивный процесс для их целевого приложения. Исходя из этого, необходимо определить и сосредоточить внимание на требованиях к постобработке, в противном случае использование AM как жизнеспособной альтернативы традиционным производственным процессам может быть полностью отвергнуто.
Постобработка для AM
Постобработка на самом деле является общим термином для ряда этапов, которые могут потребоваться части AM после того, как они вышли из системы AM, но прежде, чем они станут пригодными для использования. Термин «постобработка» часто используется как синоним «окончательная обработка», что несколько сбивает с толку. Для многих процессов существует ряд важных этапов постобработки, которые необходимо выполнить до этапов чистовой обработки деталей, производимых AM. Таким образом, «окончательная обработка» на самом деле является подмножеством постобработки, а не термином, который следует использовать как синоним постобработки.
Термин «постобработка» часто используется как синоним «окончательная обработка», что несколько сбивает с толку. Для многих процессов существует ряд важных этапов постобработки, которые необходимо выполнить до этапов чистовой обработки деталей, производимых AM. Таким образом, «окончательная обработка» на самом деле является подмножеством постобработки, а не термином, который следует использовать как синоним постобработки.
Постобработка может включать любое или все из следующего:
• Удаление лишнего материала
• Отверждение / термообработка
• Снятие опоры
• Механическая обработка
• Процессы чистовой обработки поверхности (например, дробеструйная очистка)
• Раскраска
• Инспекция
Таким образом, постобработка часто становится «слоном в комнате», когда дело доходит до внедрения AM в качестве рабочего инструмента. Для производственных приложений AM постобработка является значительным элементом общей стоимости детали и может составлять до 60% от общей стоимости в зависимости от приложения.Удаление поддержки и другие действия по последующей обработке часто являются трудозатратными и, следовательно, требуют больших затрат времени и средств. Кроме того, часто возникает необходимость в постобработке для улучшения характеристик конечной детали с точки зрения функциональности или эстетики.
Для производственных приложений AM постобработка является значительным элементом общей стоимости детали и может составлять до 60% от общей стоимости в зависимости от приложения.Удаление поддержки и другие действия по последующей обработке часто являются трудозатратными и, следовательно, требуют больших затрат времени и средств. Кроме того, часто возникает необходимость в постобработке для улучшения характеристик конечной детали с точки зрения функциональности или эстетики.
Вот почему вопрос постобработки так важен при рассмотрении жизнеспособности AM для серийного производства, потому что это часто та область, где технология падает как конкурентоспособная производственная технология. Перед загадкой постобработки необходимо встать перед лицом экосистемного подхода к каждому отдельному приложению — от начала до конца.Это означает объединение точек от концепции продукта до конечного продукта.
В определенной степени постобработку можно прижечь, сосредоточив внимание на дизайне для AM (DfAM), чтобы сократить необходимые шаги постобработки. Успех здесь будет зависеть от того, насколько хорошо дизайнер понимает тонкости процесса AM и конкретные возможности системы AM, которую он использует, от того, как ориентировать детали в машине (ах) и как создать оптимальные опорные конструкции для сборки и сборки. удаление.В общем, требования к постобработке для данного приложения зависят от геометрии компонента и от того, насколько хорошо он спроектирован с учетом возможности изготовления с использованием AM.
Однако, независимо от того, насколько хорошо продукт разработан для AM, он не может отрицать необходимость постобработки для всех процессов AM. Проблема в том, что для отрасли, которая называет себя революционной, производители по-прежнему в значительной степени обрабатывают детали, как и 100 лет назад, с требованием значительного ручного вмешательства.И именно это замедляет всю цепочку процессов для производственных приложений AM.
Инновационный подход к постобработке AM
Фундаментальная миссия Additive Manufacturing Technologies (AMT) Ltd состоит в том, чтобы напрямую противостоять этой проблеме путем разработки ряда инновационных цифровых и автоматизированных решений для постобработки, которые повышают эффективность и сокращают общее время и затраты на производство с AM, в частности с полимерными процессами AM и термопластическими материалами.
Не может быть никаких аргументов в пользу увеличения количества и улучшенного характера палитры термопластичных материалов, доступных для процессов AM в последние годы. Наряду с этими разработками материалов, системы AM, которые производят детали из термопластов, также значительно улучшились в разрешении, точности, воспроизводимости и общем качестве, и поэтому они постоянно соответствуют промышленным требованиям для точного прототипирования, оснастки и некоторых производственных приложений.
Однако критическая масса производственных приложений остается ниже, чем она могла бы быть в противном случае, из-за ранее упомянутых ограничений, накладываемых на общую технологическую цепочку на этапе постобработки.Это связано с тем, что процессы порошкового слоя, которые требуют значительной обработки порошка и его удаления после сборки, также неизменно требуют операций инфильтрации, а также процессов отделки, особенно если эстетика важна наряду с преимуществами прочности, которые предлагает лазерное спекание. Если требуются цветные детали, то это также применяется на финишных этапах постобработки.
Если требуются цветные детали, то это также применяется на финишных этапах постобработки.
В процессах изготовления термопластичных материалов с применением нитей сам характер процесса AM (независимо от того, насколько он совершенен) приводит к ступенчатому эффекту.Традиционные этапы постобработки, необходимые для устранения этих зависящих от процесса результатов, значительны, дороги и требуют много времени. Тем не менее, автоматизированное решение для постобработки для выравнивания больших объемов деталей из термопластического полимера до качества поверхности, полученной литьем под давлением, устранит одно из самых больших препятствий в цепочке серийного производства.
Материал EOS PA2200 сглаживается и окрашивается за один прием. Применение инженерных клапанов, где уплотненные поверхности имеют решающее значение для предотвращения попадания жидкости.
Здесь я говорю о деталях, напечатанных на 3D-принтере с использованием процессов лазерного спекания, многоструйной сварки, высокоскоростного спекания и моделирования наплавлением для определенных типов материалов, включая полиамид / нейлон, огнестойкий нейлон, стеклонаполненный нейлон, ULTEM, PMMA, TPU , и TPE.
Это именно то решение, которое AMT задумала, разработала и коммерциализировала с линейкой аппаратного обеспечения PostPro3D®, которое объединяет новые системы, программное обеспечение и виртуальные сервисы. Простота и скорость, с которыми сталкивается пользователь, противоречат интеллектуальным и комплексным возможностям системы, основанной на запатентованном процессе BLASTTM.
С помощью процесса PostPro3D BLAST можно добиться однородной отделки поверхности на органических решетчатых структурах, находящихся вне поля зрения.
Простота — ключ к успеху. После сборки детали, напечатанные на 3D-принтере, можно снять с машины, загрузить на стойку и поместить в камеру постобработки PostPro3D®. Затем пользователь выбирает подходящую программу, и процесс запускается и длится 90–120 минут, после чего детали могут быть сняты, проверены и пригодны для использования.
Для тех, кому интересно, что происходит с деталями в течение этих 90–120 минут, они подвергаются физико-химическому процессу, который включает преобразование запатентованного, но полностью безопасного растворителя в пар при точно контролируемых условиях вакуума и температуры. В свою очередь, это позволяет точно обрабатывать поверхность каждой детали, чтобы обеспечить идеально гладкую отделку, эквивалентную поверхности детали, изготовленной методом литья под давлением. Более того, этот процесс также герметизирует и укрепляет детали, существенно улучшая их механические свойства, такие как удлинение при разрыве, по сравнению с тем, каким были детали, когда они были выпущены из 3D-принтера.
В свою очередь, это позволяет точно обрабатывать поверхность каждой детали, чтобы обеспечить идеально гладкую отделку, эквивалентную поверхности детали, изготовленной методом литья под давлением. Более того, этот процесс также герметизирует и укрепляет детали, существенно улучшая их механические свойства, такие как удлинение при разрыве, по сравнению с тем, каким были детали, когда они были выпущены из 3D-принтера.
Однако интеллектуальные возможности систем PostPro3D® выходят за рамки их физических возможностей, поскольку они были разработаны для подключения через сеть IIoT, в которой важные данные анализируются в реальном времени. Это позволяет по-новому взглянуть на производительность процессов, которые впоследствии могут быть переданы глобальному парку машин PostPro3D® и доступны через обновления программного обеспечения для постоянного повышения производительности, при этом защищая индивидуальный IP.
Станок PostPro3D от Additive Manufacturing Technologies.
Кроме того, эта возможность подключения также обеспечивает интеграцию с другими интеллектуальными устройствами и программным обеспечением для автоматизации рабочих процессов по всей производственной цепочке.
Сводка
Я считаю, что все это указывает на необходимость продолжения работы по разработке целых цепочек процессов, которые помогут убедить пользователей AM и потенциальных пользователей AM в том, что переход на AM для растущего числа производственных приложений стоит и не так сложно, как могло бы быть даже несколько лет назад.Это требует единого подхода — во всем секторе AM — для разработки более функциональных и связанных систем, упрощая при этом общий процесс для предоставления экономически жизнеспособных автоматизированных решений. Этого можно достичь за счет партнерства и сотрудничества, и AMT активно работает в этой области, работая в партнерстве с Mitsubishi Electric, занимающимся ее текущей коммерческой деятельностью, и другими компаниями, о которых мы сможем рассказать более подробно в будущем по мере коммерциализации новых решений. .
.
Автоматизированное оборудование под ключ для постобработки, такое как коммерчески доступная линейка PostPro3D®, безусловно, является огромным шагом вперед на этапе постобработки производственной цепочки с AM. Тем не менее, есть еще несколько шагов, которые необходимо предпринять с точки зрения полностью связанных, настраиваемых, сквозных цифровых производственных систем. Это область, в которой AMT работает, чтобы предлагать OEM-производителям практические промышленные решения, использующие AM в качестве производственной технологии.
Около Джозеф Крэбтри
Джозеф Крэбтри является основателем и генеральным директором Additive Manufacturing Technologies с 2017 года.AMT базируется в Великобритании и имеет глобальный охват благодаря предприятиям в США и континентальной Европе, а также совместным партнерским отношениям по всему миру. В настоящее время компания переходит из полупрозрачного режима в полноценное производство. Технология AMT разработана на стыке материаловедения, химии, аппаратной инженерии, робототехники и машинного обучения. Видение заключается в предоставлении безопасных, устойчивых и экономически выгодных промышленных решений для аддитивного производства, которые предлагают реальную и жизнеспособную альтернативу традиционному производству.
Технология AMT разработана на стыке материаловедения, химии, аппаратной инженерии, робототехники и машинного обучения. Видение заключается в предоставлении безопасных, устойчивых и экономически выгодных промышленных решений для аддитивного производства, которые предлагают реальную и жизнеспособную альтернативу традиционному производству.
Содержание и мнения в этой статье принадлежат автору и не обязательно отражают точку зрения ManufacturingTomorrow
Комментарии (0)
Эта запись не имеет комментариев. Будьте первым, кто оставит комментарий ниже.
Опубликовать комментарий
Вы должны войти в систему, прежде чем сможете оставлять комментарии. Авторизуйтесь сейчас.
Авторизуйтесь сейчас.
vanruesc / postprocessing: библиотека постобработки, которая предоставляет средства для реализации эффектов фильтра изображений для three.js.
Библиотека постобработки, которая предоставляет средства для реализации эффектов фильтров изображений для three.js.
Демо · Песочница · Документация · Wiki
Установка
Для этой библиотеки требуется равноправная зависимость три.
npm установить три постобработки
Использование
Постобработка вводит концепцию проходов и эффектов для расширения обычного рабочего процесса рендеринга с помощью полноэкранных инструментов для работы с изображениями. Для оптимального рабочего процесса постобработки следует использовать следующие атрибуты WebGL:
импорт {WebGLRenderer} из «тройки»;
const renderer = new WebGLRenderer ({
powerPreference: "высокопроизводительный",
антиалиас: ложный,
трафарет: ложный,
глубина: ложь
}); EffectComposer управляет и выполняет проходы. Обычно используется RenderPass в качестве первого прохода для автоматической очистки буферов и визуализации сцены для дальнейшей обработки. Эффекты полноэкранного изображения визуализируются с помощью EffectPass. Пожалуйста, обратитесь к примеру использования three.js для получения дополнительной информации о том, как настроить рендерер, сцену и камеру.
Обычно используется RenderPass в качестве первого прохода для автоматической очистки буферов и визуализации сцены для дальнейшей обработки. Эффекты полноэкранного изображения визуализируются с помощью EffectPass. Пожалуйста, обратитесь к примеру использования three.js для получения дополнительной информации о том, как настроить рендерер, сцену и камеру.
импорт {BloomEffect, EffectComposer, EffectPass, RenderPass} из «постобработки»;
импортировать {Clock} из "тройки";
const composer = новый EffectComposer (средство визуализации);
composer.addPass (новый RenderPass (сцена, камера));
композитор.addPass (новый EffectPass (камера, новый BloomEffect ()));
const clock = новые часы ();
requestAnimationFrame (function render () {
requestAnimationFrame (рендеринг);
композитор.render (часы.getDelta ());
}); Кодировка выхода
Просто установите WebGLRenderer.outputEncoding на желаемое целевое цветовое пространство, и постобработка , последует этому примеру. Встроенные проходы автоматически кодируют цвета при отображении на экране, а внутренние операции визуализации всегда выполняются в линейном цветовом пространстве.Рекомендуется включить высокоточные буферы кадров при использовании
Встроенные проходы автоматически кодируют цвета при отображении на экране, а внутренние операции визуализации всегда выполняются в линейном цветовом пространстве.Рекомендуется включить высокоточные буферы кадров при использовании sRGBEncoding :
импорт {HalfFloatType} из «тройки»;
const composer = new EffectComposer (renderer, {
frameBufferType: HalfFloatType
}); Производительность
Эта библиотека предоставляет EffectPass, который автоматически организует и объединяет любую заданную комбинацию эффектов. Это сводит к минимуму количество операций рендеринга и позволяет комбинировать множество эффектов без потери производительности, как при традиционном объединении проходов.Кроме того, каждый эффект может выбрать собственную функцию наложения.
Во всех операциях полноэкранного рендеринга также используется один треугольник, заполняющий весь экран. По сравнению с использованием четырехугольника, этот подход гармонирует с современными шаблонами растеризации графического процессора и устраняет ненужные вычисления фрагментов по диагонали экрана. Это особенно полезно для проходов и эффектов GPGPU, в которых используются сложные фрагментные шейдеры.
Это особенно полезно для проходов и эффектов GPGPU, в которых используются сложные фрагментные шейдеры.
Тест производительности
Включенные эффекты
Общий размер загружаемой демоверсии составляет около 60 МБ .
Пользовательские эффекты
Если вы хотите узнать, как создавать собственные эффекты или проходы, посетите Wiki.
Содействие
Пожалуйста, обратитесь к руководству по взносам для получения подробной информации.
Лицензия
Эта библиотека находится под лицензией Zlib.
Исходный код, на котором основана эта библиотека, был написан mrdoob и участниками three.js и распространяется по лицензии MIT.
.