
Обработка ювелирных изделий: Финишная обработка ювелирных изделий
Финишная обработка ювелирных изделий
Использование шлифовальных материалов для обработки золота
Шлифовка изделия производится наждачной бумагой и шлифовальным песком, зачастую в виде полосок и дисков, которые вращаются на специальном станке (колесе). Для того чтобы придать форму изделию из драгоценного металла, в арсенале ювелиров имеется огромное количество абразивных материалов, от самых жёстких до чрезвычайно тонко-шлифующих. Благодаря использованию абразивных материалов достигается предварительная финишная шлифовка.Шлифовка Платины и Золота
Шлифовка делается в ручную, различными борами с меняющимися наконечниками, дисками и типсами, различной степени абразивности. Точность и аккуратность шлифовки определяется формой гравировки и часто используется для стилизации драгоценного металла. С помощью точной шлифовки мастер (ювелир) может обрезать, отделывать, моделировать желаемую форму из драгоценного металла.Ручная шлифовка драгоценных изделий
Для того чтобы сохранить камни, патину или финишную обработку, во многих случаях шлифовка ювелирного изделия выполняется вручную.
Щёточная шлифовка драгоценных изделий
Для того чтобы нивелировать царапины и придать блеск изделию используются различные полировочные диски на шлифовальных станках. Для работы с данным слитком золота используется щетинистое колесо (диск), с истирающим материалом, который называется триполи. Последний используется для полировки золотых слитков с бороздками.Полировальные станки
Платинное колесо придаёт максимальный глянец изделию и позволяет выполнять сложные рисунки, комбинации. Каждый металл требует особую насадку и диск для того чтобы получить необходимый блеск и глянец. Станки обычно связанны с системой вентилирования для того чтобы контролировать пыль и коэффициент использования металла.
Станки обычно связанны с системой вентилирования для того чтобы контролировать пыль и коэффициент использования металла.Очистка ювелирного изделия
Для чистки золотых подвесок, кулонов и других ювелирных изделий используется пар или ультразвук, при условии, что материалы не слишком хрупкие. После полировки первым шагом является погружение изделия в высоко-частотный контейнер, называемый ультразвуковым. После того, как все остатки пыли и смазочные материалы удалены, изделие очищается паром из форсунки под высоким давлением для окончательного удаленияЭтапы обработки украшений в ювелирной мастерской «Ювелиры Москвы»
Знаете поговорку: «Точность – вежливость королей»? В не меньшей, а то и большей степени она относится к ювелирам, ведь от того, насколько точно и аккуратно работают мастера, зависит качество готовых украшений. Наши ювелиры приглашают вас к нам на сайт или в салон, чтобы рассказать и показать вам наши возможности.
Изделия, очищенные после процесса литья, попадают в руки ювелира-монтировщика. От него требуется поистине ювелирная точность, чтобы достичь задуманного результата. Специалист выполняет сразу несколько поэтапных операций.
От него требуется поистине ювелирная точность, чтобы достичь задуманного результата. Специалист выполняет сразу несколько поэтапных операций.
Давайте подсмотрим, как он работает.
Опиливает изделие вручную
Операция по выравниванию формы украшения начинается с опиливания. Мастер вручную, с помощью напильника кропотливо обрабатывает изделие, удаляя лишнее. В качестве упора для прижима заготовки используется финагель, представляющий собой клиновидный брусок из древесины повышенной твердости (пальмы или самшита).
Труднодоступные зоны украшения опиливаются механическим способом. Специальные инструменты доводят до совершенства внутренние поверхности полых изделий и углубления сложной конфигурации.
Подгоняет украшение по размеру
По размеру подгоняются только кольца. Основные инструменты: киянка + ригель или металлический конус-кольцемер. На кольцемере проставлены риски, обозначающие размер – чем выше, тем меньше. Они позволяют мастеру сделать кольцо определенного размера.
Как только нужный результат достигнут, остается выровнять ободок (шинку) надфилем. Небольшой напильник отлично справляется с тонкой работой.
Собирает изделие
Сборка – главная специализация ювелира-монтировщика. Он собирает сложные изделия из нескольких элементов различными методами. На этом этапе к цепочке присоединяется замок, кулон дополняется ушком для цепочки, серьги обретают застежки, а отдельные детали собираются в глидерный браслет.
При сборке применяются следующие методы:
- Штифтовое соединение. Отлитая отдельно подвижная часть замочка для серег соединяется с неподвижным элементом с помощью штифта. Детали подгоняются так, чтобы отверстия для штифта совпадали идеально точно. Через них пропускается проволока подходящего диаметра, которая потом заклепывается и обрубается. От того, насколько качественно выполнено крепление, зависит надежность замка в целом.
- Пайка. Этим способом на базовой заготовке фиксируются декоративные элементы и соединяются детали сложной конфигурации.
 От ювелира требуется максимальная сосредоточенность на процессе, потому что малейшая ошибка – и изделие придется отбраковывать. Пламя в горелке регулируется так, чтобы добиться оптимальной температуры. Следы припоя убираются, поверхность украшения подравнивается и шлифуется.
От ювелира требуется максимальная сосредоточенность на процессе, потому что малейшая ошибка – и изделие придется отбраковывать. Пламя в горелке регулируется так, чтобы добиться оптимальной температуры. Следы припоя убираются, поверхность украшения подравнивается и шлифуется. - Лазерная сварка. Высокотехнологичный бесконтактный способ позволяет точечно соединять детали без видимого шва. Только представьте, диаметр луча может составлять всего 0,3 мм, причем прочность стыков на 260% выше, чем при пайке. Лазер воздействует на структуру материала таким образом, что в месте крепления два разных элемента становятся единым целым – словно они были так отлиты изначально.
 От ювелира требуется максимальная сосредоточенность на процессе, потому что малейшая ошибка – и изделие придется отбраковывать. Пламя в горелке регулируется так, чтобы добиться оптимальной температуры. Следы припоя убираются, поверхность украшения подравнивается и шлифуется.
От ювелира требуется максимальная сосредоточенность на процессе, потому что малейшая ошибка – и изделие придется отбраковывать. Пламя в горелке регулируется так, чтобы добиться оптимальной температуры. Следы припоя убираются, поверхность украшения подравнивается и шлифуется.Итог работы монтировщика – готовое изделие, которое нуждается в проставлении пробы. Это право принадлежит Пробирному надзору, где украшение исследуется на соответствие заявленной пробы реальной, так что заказчик может быть уверен в подлинности нанесенного клейма.
Ретушь ювелирных изделий на заказ
На фото ювелирные изделия увеличены в разы для большей наглядности, поэтому видны могут быть даже самые мелкие дефекты товара. Кроме того, даже самая дорогая фототехника не способна передать всю красоту украшения. Поэтому заказать ретушь ювелирных изделий – значит придать украшениям товарный вид и повысить привлекательность в глазах покупателей.
Кроме того, даже самая дорогая фототехника не способна передать всю красоту украшения. Поэтому заказать ретушь ювелирных изделий – значит придать украшениям товарный вид и повысить привлекательность в глазах покупателей.
Опыт и профессионализм
«Фотку на обработку!» — это полноценный сервис обработки любых изображений. Рекламной обработкой у нас занимаются не рядовые фотошоперы широкого профиля, а профессиональные дизайнеры. Поэтому, заказывая ретушь ювелирных изделий у нас, Вы получаете:
- качественно обработанные фото, эффективно презентующие Ваш товар;
- личного мастера-консультанта, с которым можно общаться в режиме чата прямо на сайте;
- работу, выполненную точно в срок с учетом всех Ваших пожеланий.
Наши мастера обрабатывают все фото только вручную на графическом планшете. Никаких автоматических обработок и деструктивных фильтров! Поэтому мы обеспечиваем своим клиентам высокое качество и серьезный подход к работе.
Сколько стоит ретушь ювелирных украшений?
|
от 120 |
|
Ретушь и обтравка ювелирных изделий Устранение дефектов на металле, обработка драгоценных камней, цветокоррекция, обтравка украшения. Цена указана за одно фото.
|
| Заказать |
При оптовых заказах действуют выгодные скидки! Уточняйте у администратора.
Точную стоимость заказа мы сможем назвать только после того, как увидим снимки и ознакомимся с Вашими пожеланиями. Отправьте изображение мастеру на оценку прямо сейчас – это бесплатно и ни к чему Вас не обязывает.
Что входит в ретушь ювелирных украшений?
Ретушь подчеркивает красоту товара и устраняет его недостатки. Это достаточно кропотливая ручная работа. Особой внимательности требует обработка драгоценных камней в украшениях.
Наш мастер удалит царапины, пыль, налет и другие дефекты, сгладит цифровой шум, а также примет во внимание все Ваши требования по обработке фотографий.
После устранения дефектов мы выполняем цветокоррекцию для того, чтобы избавиться от цветовых неровностей и устранить неточность цветопередачи фотокамеры. Затем осуществляется обтравка предмета. При Вашем желании мы можем заменить фон на более интересный и презентующий.
Обработка ювелирных изделий на фрезерных станках с ЧПУ
Ни для кого не секрет, что обработка ювелирных изделий требует «ювелирного» же подхода к процессу. В случае неудачи, бракованное изделие не поддаётся исправлению, а «допустимый процент брака» в ювелирном деле совершенно недопустим — ввиду значительной стоимости заготовок.
В этом случае логичным решением будет использовать для производства ювелирных изделий фрезерные станки с ЧПУ. Работающий по заданной программе, фрезерный станок обеспечивает высокую точность готовых изделий. Причём независимо от объема выпуска, качество изделий будет высоким — без значительных расхождений между отдельными образцами и совершенно без брака среди готовой продукции.
Значительным преимуществом фрезерных станков с ЧПУ является возможность трёхмерной обработки. Это позволяет изготавливать объёмные матрицы (в т. ч. под отливку), фрезеровать фигурную резьбу, непосредственно на готовом изделии вырезать барельефы и т. д. Большое количество готовых программных моделей позволяет избежать собственных ошибок и организовать выпуск качественных изделий при минимальных подготовительных работах. В дальнейшем накопленный опыт позволит развивать собственные оригинальные решения.
При обработке ювелирных изделий на фрезерном станке с ЧПУ важным моментом является выбор качественного режущего инструмента. И в данном случае речь идёт не столько о твёрдости фрез, сколько о биении — оно должно быть минимальным (как и биение шпинделя!). Ведь размеры ювелирных изделий, как правило, невелики, и даже малейшая вибрация может негативно отразиться на обработке мелких элементов. Также следует внимательно относиться к выбору режимов резания — традиционные подходы (черновой, чистовой этапы) бывают неприменимы при работе с драгоценными материалами.
Form 3 для 3D-печати ювелирных изделий: Гладкая поверхность, точная передача деталей и простая обработка
Прошлым летом Formlabs выпустила Form 3, последний представитель нашей линейки мощных и доступных 3D-принтеров. Сейчас, когда поставлены первые несколько тысяч принтеров, мы рады показать ювелирам, как Form 3 выводит ювелирное производство на новый уровень.
Наша миссия — сократить ваши трудозатраты, чтобы вы могли делать и продавать больше. Мы знаем, что производительность ювелирного 3D-принтера играет большую роль: любая разница между САПР-моделью, 3D-печатной моделью и необработанной отливкой означает дополнительную работу в мастерской.
Гладкая поверхность напечатанной 3D-модели является обязательным условием для безукоризненной отливки. Form 3 создает ювелирные 3D-модели с совершенно гладкими поверхностями. Когда модели требуют меньше шлифовки и полировки, вы не просто экономите время: качество ваших украшений улучшается. Острые углы становятся более отточенными, а отражающие поверхности притягивают взгляд.
Когда модели требуют меньше шлифовки и полировки, вы не просто экономите время: качество ваших украшений улучшается. Острые углы становятся более отточенными, а отражающие поверхности притягивают взгляд.
В большинстве стереолитографических 3D-принтеров для отделения печатаемой модели от резервуара при переходе на следующий слой используются относительно простые системы. Это приводит к небольшим смещениям и деформациям модели, вызывая неправильное выравнивание слоев и появление на модели линий.
При печати на Form 3 достигается большая гладкость поверхности благодаря нашей современной технологии Low Force Stereolithography (LFS), которая аккуратно отделяет пленку от модели по всему слою. В результате каждый слой получается точно выровненным со следующим.
3D-печать на основе технологии Low Force Stereolithography (LFS) обеспечивает гладкие и четкие поверхности.
Поддерживающие структуры являются необходимой составляющей 3D-печати из полимеров, и мы знаем, что их удаление сказывается на вашей работе: опоры могут затенять детали, создавать углубления при удалении и даже повреждать изящные модели, сужая ваши возможности.
Маленькие точки контакта облегчают удаление опор с хрупких объектов.
При печати на Form 3 удаление поддерживающих структур становится более простым и безопасным благодаря уменьшению размера «точки контакта» между опорой и деталью до 0,35 мм и менее (при печати из Castable Wax Resin). Это возможно благодаря технологии LFS, которая снижает нагрузку на точки контакта между слоями. Проще говоря, опоры с меньшими точками контакта легче отделить, не повредив модель.
Form 3 не только облегчает удаление опор, но и повышает надежность печати филигранных моделей и предметов с очень тонкими элементами. LFS предлагает свободу дизайна: вы можете создавать как исключительно тонкие конструкции, так и массивные, громоздкие модели без ущерба для качества поверхности.
Будучи производителем, вы должны быть уверены в том, что ваше оборудование будет производить неизменно точные детали. Неожиданные изменения в весе и размере полученных 3D-печатью моделей могут привести к значительному перерасходу дорогостоящих материалов для литья в расчете на деталь и увеличат стоимость конечной обработки.
Form 3 предлагает более высокую повторяемость и точность, чем его предшественник, Form 2, благодаря меньшему лазерному пятну, технологии отделения слоев LFS и передовой системе датчиков. Точная оптическая система Form 3 находится в Light Processing Unit, или LPU, который защищен от загрязнения и может быть заменен пользователем. Перед печатью каждой модели LPU Form 3 выполняет перекалибровку для гарантии того, что качество печати и, соответственно, точность ваших литых моделей, остаются неизменно высокими.
Formlabs известен как один из лидеров отрасли в отношении удобства использования и простоты. Наш ювелирный 3D-принтер Form 3 предлагает ювелирам бескомпромиссное качество печати профессионального уровня. В ближайшие месяцы и годы благодаря самым современным полимерам, передовой технологии Low Force Stereolithography и нагреваемой рабочей камере, Form 3 станет нашей самой мощной платформой для ювелирного производства.
Мы считаем, что 3D-печать ювелирных изделий должна быть настолько простой, что вам не нужно думать о процессе, а только радоваться конечному результату. Для этого Formlabs внимательно следит за потребностями ювелиров, постоянно совершенствуя материалы и уделяя особое внимание надежности продукции.
Для этого Formlabs внимательно следит за потребностями ювелиров, постоянно совершенствуя материалы и уделяя особое внимание надежности продукции.
Запросите образец из Castable Wax Resin, напечатанный на Form 3, чтобы оценить качество печати Formlabs на собственном опыте.
Запросить бесплатный образецОбработка ювелирных изделий. — Страничка всевозможных домыслов
Ювелирные изделия требуют тонкой и выверенной обработки. Любой брак в этом деле уже не может быть исправлен. Традиционное понятие «допустимый процент брака» здесь, как говорится, не канает, ибо стоимость заготовок очень велика.
Поэтому для изготовления ювелирных изделий лучше всего подходят именно фрезерные cnc станки. Работа согласно заданной программе на таком станке позволяет обеспечить предельную точность готового изделия. При этом независимо от объемов выпускаемой продукции, качество остается неизменно высоким. Брак исключен.
Фрезерные станки с ЧПУ позволяют осуществлять трехмерную обработку.
За счет этого есть возможность делать объемную матрицу (в том числе и под отливку), выполнять фигурную резьбу, делать барельефы уже на готовом изделии и т. д.
Готовые программные модели дают возможность избежать многих ошибок оператора и наладить производство качественной продукции без продолжительных работ по подготовке. Опыт, накопленный таким образом, открывает пути для выработки собственных оригинальных решений.
Для обработки ювелирных изделий серьезное значение имеет правильный выбор фрез. Во-первых, фрезы должны быть твердыми.
При этом биение режущего инструмента должно быть сведено к минимуму. Тоже самое касается и шпинделя. Дело в том, что даже минимальная вибрация может негативно сказаться на обработке столь мелких элементов. Очень внимательно следует подойти к выбору режима обработки. Традиционные черновая и чистовая стадии для резки ювелирных изделий не годятся.
Какой двигатель предпочесть?
Обычно в качестве исполнительного элемента фрезерного станка с ЧПУ используют шаговые электродвигатели. Конкуренцию им составляют серводвигатели. У последних, безусловно, есть свои плюсы. Это большая мощность, лучшие динамические свойства. Поэтому для мощных станков ЧПУ серводвигатель актуален.
Конкуренцию им составляют серводвигатели. У последних, безусловно, есть свои плюсы. Это большая мощность, лучшие динамические свойства. Поэтому для мощных станков ЧПУ серводвигатель актуален.
И все же, в большинстве случаев заказчики останавливают свой выбор именно на шаговом двигателе. Во-первых, он существенно дешевле. Во-вторых, конструктивно проще. Наконец, купить качественный драйвер шагового двигателя по доступной цене не составляет труда.
Шаговый двигатель состоит из нескольких обмоток статора. Они включаются последовательно, за счет чего осуществляется поворот ротора на заданную величину, называемую шагом. Ротор фиксируется жестко.
В приводной механике фрезерного станка ЧПУ успешно применяется шарико винтовая передача. Она состоит из винта (ему сообщается вращательный момент) и ШВП гайки. С нее снимается линейное перемещение. Отметим, что такая передача отличается очень высокой надежностью и точностью. Отсюда и несколько более высокая цена швп передачи по сравнению с передачей стандартного винта.
Структура ИрНИТУ
Квалификация: бакалавр
Подготовка бакалавров по направлению «Технология художественной обработки материалов» осуществляется на кафедре «Геммологии» Института недропользования. Название кафедры происходит от латинского слова «gem» — «драгоценность». Оно появилось не случайно. Освоение недр Восточной Сибири издавна было связано с добычей большого разнообразия поистине драгоценных материалов. Это золото, серебро, всевозможные ювелирные и поделочные камни — алмазы, аквамарины, топазы, турмалины, нефрит, лазурит, чароит, да все и не перечислишь.
Выпускная квалификационная работа
Искать и добывать ценные минералы и горные породы стоящее, увлекательное дело, но не менее привлекательным и перспективным занятием является их обработка. С древних времен использование металлов и камня, изготовление камнерезных и ювелирных изделий было связано не столько с местами добычи руд и ювелирных камней, сколько с центрами развития технологии, ремесел, науки и искусства — иначе говоря, с центрами развития цивилизаций.
Дипломные работы студентов
До сегодняшних дней технология художественной обработки ювелирных материалов требует от выпускника, намеревающегося посвятить свои силы этому увлекательному занятию, комплексных знаний о физических свойствах ювелирных минералов и металлов, о развитии и возможностях технологических приемов их обработки, умения разобраться в сложном комплексе современного камнеобрабатывающего и ювелирного оборудования, дизайнерских и технологических навыков.
Исходя из необходимости обеспечения студентов, приобретающих дизайнерско-технологическую специальность в области художественной обработки ювелирных материалов этими комплексными знаниями, кафедра реализует учебный план, ориентированный в направлении освоения трех основных групп дисциплин.
В первую очередь это дисциплины материаловедческого характера, позволяющие понять физическую суть и потенциальные возможности к обработке минералов и горных пород, природу их красоты, долговечности, редкости. Ко второй группе относятся дисциплины технологической направленности, позволяющие студенту освоить приемы обработки камней и ювелирных металлов, познакомиться с современными инструментами, использующимися для создания ювелирных изделий. Третья группа дисциплин касается освоения основ художественного проектирования ювелирных изделий, то есть ювелирного дизайна, опирающегося в свою очередь на ряд художественных навыков, которые обучающиеся приобретаются на занятиях рисунком, живописью, композицией.
Ко второй группе относятся дисциплины технологической направленности, позволяющие студенту освоить приемы обработки камней и ювелирных металлов, познакомиться с современными инструментами, использующимися для создания ювелирных изделий. Третья группа дисциплин касается освоения основ художественного проектирования ювелирных изделий, то есть ювелирного дизайна, опирающегося в свою очередь на ряд художественных навыков, которые обучающиеся приобретаются на занятиях рисунком, живописью, композицией.
В процессе обучения студенты постоянно имеют возможность пробовать собственные силы и реализовывать свой творческий потенциал, овладевая в лабораториях и мастерских кафедры «Геммологии» профессиональными навыками в диагностике минералов и горных пород, в создании оригинальных ювелирных изделий. На базе имеющихся приборов и оборудования в течение многих лет успешно работает Научно-Творческое Студенческое Объединение «Материалы. Технологии. Дизайн» (НТСО МТД), обеспечивающее возможность для занятий наукой и творчеством, создающее перспективную базу для поступления в магистратуру и аспирантуру, для накопления материала будущих диссертаций, выступления с оригинальными работами на дизайнерско-художественных выставках разного уровня, включая международный.
Направление «Технология художественной обработки материалов» — одно из наиболее молодых и современных направлений образования, родившееся на стыке науки, технологии и искусства. Оно ждет тех, кто чувствует тягу к реализации творческих возможностей, будущему личному росту в науке, технологиях, дизайне.
Как это работает — CadCamNYC
Если вы впервые занимаетесь дизайном ювелирных изделий и пытаетесь ориентироваться в ювелирном мире, важно понимать процесс производства.
Обладая этими важными знаниями, вы сможете успешно общаться с координатором работы, что позволит производственному процессу протекать эффективно. Эти знания особенно важны, если вы собираетесь работать с несколькими компаниями, а не с одной студией от начала до конца.Наконец, это поможет вам лучше понять, как распределяются связанные с этим затраты на производство ювелирных изделий, чтобы вы могли быть максимально проинформированы, когда получите этот счет!
Создание 3D-модели ювелирных изделий
После разработки первоначальной идеи и / или эскиза пора приступать к работе над цифровой моделью. Используя программное обеспечение CAD (Computer Aided Design), 3D-дизайнер сделает цифровую визуализацию ваших украшений. В зависимости от сложности проекта и загруженности студии или художника это может занять от одного дня до недели.
Используя программное обеспечение CAD (Computer Aided Design), 3D-дизайнер сделает цифровую визуализацию ваших украшений. В зависимости от сложности проекта и загруженности студии или художника это может занять от одного дня до недели.
Хотя этот шаг отлично подходит для того, чтобы вы могли увидеть свои украшения перед тем, как приступить к их производству, имейте в виду, что 3D-модель в первую очередь предназначена для функциональности, а не для эстетики, поэтому она может выглядеть не так красиво, как ваше готовое изделие! При этом вы всегда можете запросить более подробную визуализацию.
Чтобы узнать больше о моделях САПР, посетите наш блог по этой теме.
3D восковая печать ваших украшений
Эта 3D-модель из последнего шага предназначена не только для того, чтобы вы могли заранее увидеть образец; он также служит основой для следующего шага — восковой модели.В большинстве современных производств ювелирных изделий производитель использует машину для 3D-печати для печати восковой модели из смолы, что обычно занимает не более 48 часов.
Отливка восковой модели в металл
На следующем этапе украшение проходит процесс литья. На этом этапе ваше изделие начинает больше походить на украшения, которые вы можете увидеть в магазине. Воск плавится и заменяется выбранным вами металлом в расплавленной форме, обычно золотом, серебром или платиной.Затем металл высыхает и принимает форму вашего украшения. Эта техника называется литьем по выплавляемой модели.
Базовая сборка ювелирных изделий
После того, как ваше украшение пройдет этап проектирования и литья, окончательное изготовление может занять от 3 дней до 3 недель. На этом этапе ювелир уточняет основную структуру вашего кольца, ожерелья или другого украшения. Ювелир подпиливает литой шкуру, чтобы обнажить металл под ней. Хотя литье превратило украшение в тонкий металл, ювелиру необходимо внести какие-либо эстетические коррективы, а также убедиться, что изделие может функционально поддерживать драгоценные камни.
После завершения монтажа украшение готово к установке в камень. Если изделие требует эмалирования или дополнительного дизайна, это нужно сделать до закрепления.
Если изделие требует эмалирования или дополнительного дизайна, это нужно сделать до закрепления.
Процесс закрепки камня
На этом этапе установщик бриллиантов, наконец, добавляет бриллианты или другие драгоценные камни на ваше изделие. Он осторожно вставляет центральный камень в гору. Если задействованы боковые камни, установщик должен вручную просверлить их перед установкой. Затем с помощью микроскопа устанавливают каждый камень по отдельности.
Полировка, обработка и контроль качества
На заключительном этапе полировщик работает, чтобы убедиться, что металл отполирован до совершенства, чтобы он был как можно более блестящим. Также применяются любые заключительные дополнения, такие как гравюры. Наконец, ювелирные изделия проверяются, и каждая деталь анализируется, чтобы убедиться, что производство было успешным.
Теперь, когда вы знаете базовый процесс производства ювелирных изделий, вы будете в гораздо лучшем положении при работе с выбранной вами студией или производственными компаниями. Если у вас есть вопросы по любому этапу изготовления ювелирных изделий, от дизайна до отделки, напишите нам!
Если у вас есть вопросы по любому этапу изготовления ювелирных изделий, от дизайна до отделки, напишите нам!
Автор Питер Вей, 26.10.2018
Ювелирные изделия: шаг за шагом
Как и следовало ожидать от такого древнего искусства, существует множество различных техник для превращения драгоценных металлов и драгоценных камней в украшения, которые можно носить.
У каждого метода есть свои преимущества. Например, некоторые ювелирные изделия изготавливаются с использованием техники, называемой штамповкой: листам металла штампуется форма под огромным давлением с помощью металлической штамповки с гравировкой.Поскольку используемые штампы и оборудование дороги, штамповка штампов обычно используется для изготовления большого количества штампов одного типа. На другом конце спектра — ручное производство, которое, как и следовало ожидать, представляет собой трудоемкое изготовление отдельного ювелирного изделия вручную с использованием инструментов и тепла для сгибания и придания формы металлу.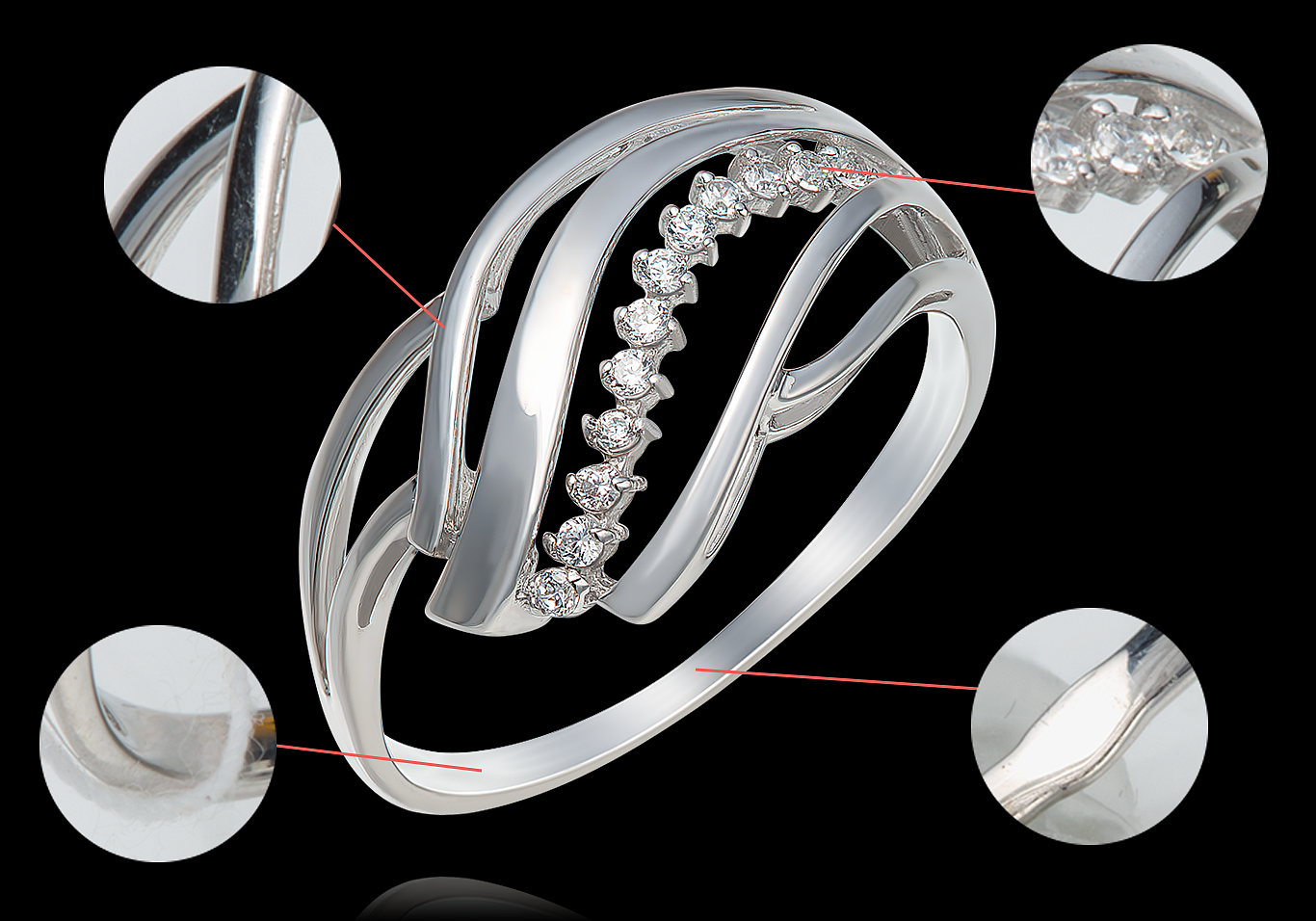
Большинство ювелирных изделий, создаваемых сегодня, изготавливается с использованием литья по выплавляемым моделям — древнего метода, дополненного современными материалами, так что его можно использовать для изготовления одной или нескольких копий ювелирного дизайна.Мы шаг за шагом проведем вас через этот процесс, чтобы показать, как создавались драгоценности, которые вам нравятся.
Шаг 1. Эскиз
Хотя некоторые дизайнеры, ориентированные на скульптуру, могут создать дизайн, почти все украшения начинаются с эскиза ювелирного изделия. Хотя сейчас существуют некоторые компьютерные программы для стандартизации этого процесса, многие дизайнеры по-прежнему предпочитают карандаши. Какой бы метод они ни использовали, дизайны часто рисуются с разных точек зрения, поскольку почти все украшения трехмерны по своей концепции.
Эскиз также должен быть пропорционален, чтобы можно было рассчитать размер камня. Большинство литых украшений украшено драгоценными камнями стандартного размера, поэтому дизайнеру необходимо спланировать, какой из этих размеров будет использован. Иногда дизайн создается с вариациями под разные размеры и формы камней.
Иногда дизайн создается с вариациями под разные размеры и формы камней.
Шаг 2: Модель
Затем эскиз вырезается, обычно в специальном ювелирном воске. Эта модель должна быть безупречной и безупречной во всех деталях, так как финальная часть будет настолько хороша, насколько хороша сама модель.Хитрость в том, что в процессе превращения этой модели в финальную часть шкала будет немного уменьшаться в зависимости от используемых материалов. Таким образом, изготовителю модели необходимо убедиться, что исходная восковая модель немного больше, чем хотелось бы: но большая как раз на нужное количество, чтобы оправка и кольцо, например, были правильного размера после усадки для камня и пальца. делается по размеру. Чтобы помочь изготовителю моделей достичь совершенства, существует множество инструментов, в том числе ручки, которые точно добавляют воск там, где это необходимо, инструменты, которые вырезают его, и восковые формы стандартного размера для ленты и установочной корзины, которые можно использовать как есть или модифицировать.
Шаг 3. Резиновая форма
Оригинальная модель заключена в гипсовую паковку, созданную специально для изготовления украшений. После набора паковочной массы восковая модель в корпусе сжигается в печи, оставляя в затвердевшей паковке пустоту в форме украшения. Это пространство заполнено серебром, образуя немного меньшую копию оригинального воскового рисунка, отполированного до совершенства. Затем серебряную мастер-модель упаковывают в толстый сэндвич из специальной формовочной резины и плотно сжимают под действием высокой температуры и давления, пока она не образует твердый блок.Каучук формируется вокруг мастер-модели, создавая идеальное трехмерное впечатление от украшения. Резину разрезают пополам, чтобы удалить серебряный мастер. Затем резина снова соединяется, и горячий воск вводится через отверстие в резине, чтобы заполнить кольцеобразное пространство внутри, образуя восковую копию мастер-модели (но немного меньше).
Итак, все эти шаги вернули нас туда, откуда мы начали: с восковой моделью кольца, которую снова проверяют, чтобы убедиться, что она безупречна, и удаляют все следы швов. Однако теперь, когда есть резиновая форма, можно создать любое количество этих восков. Когда детализация начнет теряться, из мастер-модели будет создана новая резиновая форма.
Однако теперь, когда есть резиновая форма, можно создать любое количество этих восков. Когда детализация начнет теряться, из мастер-модели будет создана новая резиновая форма.
Шаг 4: восковое дерево
Чтобы окончательно превратить воск в золото, несколько восковых моделей, обычно 10 или 20, помещают на большое ветвистое восковое дерево. Размещение каждой части на дереве должно быть выполнено осторожно, более толстые части будут идти снизу, более тонкие сверху, а стык, где кусок соединяется с каждой веткой, должен быть расположен в толстом месте в дизайне, где нет деталей , как обратная сторона кольца.Когда дерево готово, вся восковая конструкция помещается в колбу.
Шаг 5: гипсовая форма
После того, как восковое дерево помещено в колбу, смешивается специальный жидкий гипс, называемый паковочной массой, и заливается дерево, чтобы покрыть его гипсом. Для удаления пузырьков воздуха из паковочной массы используется вакуум. Как и в случае с единственной формой исходной модели, после затвердевания паковочной массы воск выгорает, оставляя разветвляющееся отверстие в дереве, которое заполняется расплавленным металлом.
Форма помещается в вакуумную камеру до того, как она затвердеет, чтобы удалить любые пузырьки воздуха, которые могут вызвать проблемы на линии. Когда гипсовая форма затвердевает и застывает, ее нагревают в газовой духовке, чтобы растопить весь воск, оставляя в гипсе дыру, которая является точной копией ветвистого дерева восковых украшений.
Шаг 6: Заливка
После затвердевания и прогорания формы зерна сплава золота или добавленной к нему смеси золота и других металлов плавятся в отдельной печи литейной машины.Большинство ювелирных изделий в Соединенных Штатах изготовлено из 14-каратного золота, 58% золота которого смешано с серебром и медью. Золото 18 карат представляет собой сплав 75% золота, также смешанного с серебром и медью. Чтобы получить белое золото, в сплав добавляют никель или палладий. Для изготовления розового золота используется дополнительная медь. Когда металл достигнет нужной температуры, его заливают в затвердевшую гипсовую форму с оттиском дерева. Иногда его вращают, чтобы убедиться, что расплавленное золото быстро заполняет самые верхние ветви дерева каждой деталью, прежде чем оно начнет остывать.После того, как золото затвердеет, форма растрескивается, и золотое дерево удаляется. Отдельные части отделяются и отправляются на отделку.
Иногда его вращают, чтобы убедиться, что расплавленное золото быстро заполняет самые верхние ветви дерева каждой деталью, прежде чем оно начнет остывать.После того, как золото затвердеет, форма растрескивается, и золотое дерево удаляется. Отдельные части отделяются и отправляются на отделку.
Шаг 7: Предварительная полировка
Сначала нужно удалить украшение с ветки или литника, удерживающего его на дереве в форме. Затем его доводят до гладкости, иногда шлифуют, притирают, чтобы края стали четкими, а затем полируют вручную на полировальном круге. Конечно, готовая деталь снова проверяется, чтобы убедиться в отсутствии ошибок в процессе литья.В частности, контролеры качества проверяют наличие любых признаков пористости в отливке: мелких зерен, пустот или пузырьков, которые указывают на то, что горячее золото не заполнило форму должным образом, создавая прочный единый элемент металла. Пористость может указывать на слабость кристаллической структуры металла.
Шаг 8: Сборка
Теперь, когда все ювелирные изделия отлиты и предварительно отполированы, они готовы к сборке. Здесь к серьгам добавляются стойки для сережек, добавляются штампованные головки для хранения драгоценных камней или прикрепляются звенья браслета.Для этого специальный золотой сплав, который плавится при немного более низкой температуре, чем наши литые ювелирные изделия, используется для пайки или сварки этих золотых изделий, называемых выводами, на место. Как только все пайки будут завершены, создание украшения готово перейти к этапу установки драгоценного камня.
Здесь к серьгам добавляются стойки для сережек, добавляются штампованные головки для хранения драгоценных камней или прикрепляются звенья браслета.Для этого специальный золотой сплав, который плавится при немного более низкой температуре, чем наши литые ювелирные изделия, используется для пайки или сварки этих золотых изделий, называемых выводами, на место. Как только все пайки будут завершены, создание украшения готово перейти к этапу установки драгоценного камня.
Шаг 9: Установка драгоценных камней
Теперь, когда украшение готово, пора добавить блеска. Мастера по установке драгоценных камней — это опытные мастера, которые надежно фиксируют драгоценные камни в металле. При этом они должны уравновесить несколько проблем.Во-первых, они должны работать осторожно и медленно, чтобы не повредить самоцвет. Изготовление металла часто выполняется с помощью тепла, но установщик не может подвергать большинство драгоценных камней воздействию открытого огня, поскольку это может их повредить. Во-вторых, установщику часто приходится настраивать параметры под индивидуальный контур драгоценного камня. Даже тщательно масштабированная модель может привести к настройке, которую необходимо отрегулировать, чтобы она соответствовала нужным размерам. И драгоценный камень должен удерживаться прямо и надежно в ровной плоскости со всеми другими драгоценными камнями в изделии. Самая простая установка — установка зубца.В этом случае установщику просто нужно аккуратно надрезать каждый зубец с помощью крошечного режущего заусенца, а затем согнуть зубцы над драгоценным камнем, чтобы надежно удерживать его на месте. Более сложные настройки — это безель и полубезель, который окружен металлическими кольцами вокруг драгоценного камня. Эти настройки трудно изменить, если они не подходят точно. Безель должен быть ровным по всему камню, без зазоров. Теперь добавлены акцентные камни, чаще всего бриллианты. Иногда это каналы, установленные в ряд, с драгоценными камнями, подвешенными между двумя рельсами в канале из золота.
Во-вторых, установщику часто приходится настраивать параметры под индивидуальный контур драгоценного камня. Даже тщательно масштабированная модель может привести к настройке, которую необходимо отрегулировать, чтобы она соответствовала нужным размерам. И драгоценный камень должен удерживаться прямо и надежно в ровной плоскости со всеми другими драгоценными камнями в изделии. Самая простая установка — установка зубца.В этом случае установщику просто нужно аккуратно надрезать каждый зубец с помощью крошечного режущего заусенца, а затем согнуть зубцы над драгоценным камнем, чтобы надежно удерживать его на месте. Более сложные настройки — это безель и полубезель, который окружен металлическими кольцами вокруг драгоценного камня. Эти настройки трудно изменить, если они не подходят точно. Безель должен быть ровным по всему камню, без зазоров. Теперь добавлены акцентные камни, чаще всего бриллианты. Иногда это каналы, установленные в ряд, с драгоценными камнями, подвешенными между двумя рельсами в канале из золота. Когда настройка выполнена правильно, работа сеттера невидима: самоцвет идеально помещается, чтобы сиять.
Когда настройка выполнена правильно, работа сеттера невидима: самоцвет идеально помещается, чтобы сиять.
Шаг 10: Последние штрихи
Теперь украшение готово, и ему нужно только слегка отполировать, чтобы подчеркнуть блеск и сияние золота. Для этого на мягкую хлопчатобумажную ткань нанести прекрасные красные ювелирные румяна и отполировать изделие вручную, убедившись, что все детали и основные моменты сияют.
Изготовление ювелирных изделий — Процесс изготовления ювелирных изделий
… читать дальше
После литья модели вырезаются и обрабатываются батареей абразивных составов. Когда-то работа выполнялась с использованием ручных напильников и наждачной бумаги, теперь они очищаются от заусенцев с помощью чистовых инструментов, приводимых в движение ручными гибкими валами и вертикальными полировальными машинами.
После завершения подготовки ювелиры изготавливают или собирают все необходимые дополнительные настройки, детали или детали. Хотя ювелирная горелка по-прежнему является основным инструментом для пайки и сварки, лазеры играют большую роль в современном ювелирном производстве. Используя лазеры, наши ювелиры могут выполнять прецизионную сварку участков ювелирных изделий, где необходимо контролировать нагрев. Сосредоточенное внимание лазеров позволяет нашим дизайнерам сваривать драгоценный металл в непосредственной близости от чувствительных ценных камней, не разрушая и не плавя окружающие изделия.
Используя лазеры, наши ювелиры могут выполнять прецизионную сварку участков ювелирных изделий, где необходимо контролировать нагрев. Сосредоточенное внимание лазеров позволяет нашим дизайнерам сваривать драгоценный металл в непосредственной близости от чувствительных ценных камней, не разрушая и не плавя окружающие изделия.
Когда все работы с металлом завершены, драгоценные камни, которые нужно выделить, добавляются к изделию. Специализированные ювелиры, владеющие искусством оправы камней, используют точные ручные инструменты для закрепления драгоценных камней и бриллиантов в золоте и платине.Установщики камня вырезают прорези в драгоценном металле, позволяя им сесть ровно, прежде чем они будут затянуты. Квалифицированные руки установщиков прикладывают необходимое усилие к тонким зубцам, бусинам и стенкам на нежных камнях, чтобы гарантировать, что они останутся плотно прилегающими к своим настройкам.
Когда работа по металлу завершена, последний этап изготовления ювелирных изделий — полировка и отделка. Полировка ювелирных изделий — это многоступенчатый процесс, при котором металл полируется мягкими вращающимися инструментами из щетины, войлока или муслина.Наносимые на нисходящих этапах, от крупной до мелкой, круги заполняются различными полировальными составами для достижения желаемого блеска.
Полировка ювелирных изделий — это многоступенчатый процесс, при котором металл полируется мягкими вращающимися инструментами из щетины, войлока или муслина.Наносимые на нисходящих этапах, от крупной до мелкой, круги заполняются различными полировальными составами для достижения желаемого блеска.
Если вы хотите лично увидеть процесс изготовления ювелирных изделий, посетите нашу студию в Данбери, штат Коннектикут. Здесь вы можете лично увидеть, как наши художники создают произведения искусства, а также их готовые работы в нашей соседней галерее.
Мастера-ювелиры в нашей команде имеют сотни лет опыта совместного изготовления ювелирных изделий. Команда Jewelry Designs создала знаменитые драгоценности, которые выставлялись в музеях, редактировались в ведущих журналах и газетах и показывались на телевидении в прайм-тайм.Что еще более важно, они сделали украшения для тысяч довольных клиентов — таких же, как и вы.
… читать меньше
Полировка ювелирных изделий — Процесс изготовления ювелирных изделий
Роберт Андерхилл
Эта статья относится к полировке и отделке ювелирных изделий с точки зрения людей, создающих ювелирные украшения. Если вы хотите узнать о полировке украшений, которые у вас уже есть, вы можете перейти к разделу чистки ювелирных изделий на нашем сайте.
Если вы хотите узнать о полировке украшений, которые у вас уже есть, вы можете перейти к разделу чистки ювелирных изделий на нашем сайте.
Ремесленники, имеющие опыт полировки ювелирных изделий, используют широкий спектр машин и ручных инструментов для удаления неровных или деревенских поверхностей с золота, платины или серебра.Используя круги и биты, заряженные абразивными составами, полировщики придают форму и контуры поверхности. Следующие этапы включают более легкие полировальные средства, дающие блестящий блеск. Благодаря многолетнему опыту ювелир разрабатывает методы полировки ювелирных изделий, которые, кажется, волшебным образом раскрывают красоту драгоценного металла.
Процесс полировки и отделки большинства ювелирных изделий начинается с грубых форм из драгоценных металлов, созданных во время литья. Отливки из золота и платины в деревенском стиле имеют грубую отделку и не имеют блеска при создании.
Красивые модели, созданные командой дизайнеров ювелирных изделий Cad, мало похожи на необработанное литье, с которым полировщику ювелирных изделий приходится работать в начале проекта.
Эти грубые отливки представляются полировщикам кластером на золотом или платиновом дереве. Полировщики вырежут каждое отдельное украшение из основного дерева и отшлифуют точки соединения, известные как литники. На этом этапе отливки из драгоценных металлов опрокидываются в магнитных или вращающихся тумблерах
с использованием различных сред для полировки колейной поверхности и выравнивания металла.После галтовки ювелиры удаляют заусенцы напильником и ручными вращающимися инструментами. Начиная с каменных кругов и крупнозернистых коронок, они переходят к инструментам с более мелким зерном, пока не будут удалены глубокие царапины и нежелательные формы. Они медленно формируют контур металлической поверхности, чтобы добиться гладкой матовой отделки, которая плавно перетекает в линии дизайна.
На следующем этапе полировки ювелирных изделий
металл начнет приобретать блеск, поскольку вращающиеся круги из войлока и мягкого муслина пропитываются менее абразивными составами и обрабатываются по мере полировки поверхности металла. Вращаясь на ручных гибких валах или полностью вертикальных полировальных станках, высокоскоростные колеса затем заряжаются менее агрессивными составами, придающими блестящую отделку драгоценному металлу, чтобы добиться желаемого блеска.
Вращаясь на ручных гибких валах или полностью вертикальных полировальных станках, высокоскоростные колеса затем заряжаются менее агрессивными составами, придающими блестящую отделку драгоценному металлу, чтобы добиться желаемого блеска.После достижения желаемой полировки на определенные поверхности ювелирных изделий можно наносить различные текстуры и отделки, чтобы добавить характер или улучшить дизайн. Эти виды отделки могут варьироваться от простой атласной отделки, нанесенной наждаком или пескоструйной обработкой, до узоров с большей глубиной, таких как флорентийская штриховка и узоры, вырезанные ювелирным гравером
. Когда вся полировка ювелирных изделий завершена и все поверхности тщательно очищены, ювелир может нанести любую необходимую химическую отделку, например, родиевое покрытие или античную патину. Короче говоря, это художественные навыки команды полировщиков ювелирных изделий, которые подчеркивают блеск и блестящую поверхность, которые делают золото и платину такими очаровательными.
Литье ювелирных изделий — Процесс изготовления ювелирных изделий
Роберт Андерхилл
Литье ювелирных изделий — это искусство, которое существует уже тысячи лет.С тех пор, как человек научился плавить металл, ремесленники заливали расплавленное золото в полости, сделанные из камня, гипса, песка и костей каракатицы. Затем затвердевшие отливки извлекались или вырывались из корпусов, в которые они заливались примитивным мастером, который затем превращал их в предметы украшения.
С появлением высокочастотной плавки
и множества других технологий литье ювелирных изделий стало более динамичным, чем когда-либо. В большинстве случаев литье ювелирных изделий выполняется методом выплавляемого воска, при котором модели, созданные с помощью восковой резьбы, выращивания или печати, заключаются в гипсовый материал, известный как паковочная масса.Паковочная масса нагревается до экстремальных температур, чтобы сжечь материал, создав впечатление желаемой формы. Затем сложная полость заполняется расплавленным драгоценным металлом.
Затем сложная полость заполняется расплавленным драгоценным металлом.Способы литья из золота и платины сильно различаются. Платина плавится при таких экстремальных температурах, что требуются специальные навыки, оборудование и вложения в штукатурку. Поскольку золотое литье включает в себя широкий спектр карат и цветов, комбинации сплавов диктуют, что каждый из них имеет температурные циклы и процессы, уникальные для металла.
Цикл перегорания
Модели из воска или полимерных материалов соединяются друг с другом на литнике, образуя древовидную конфигурацию. Выравнивание моделей позволяет золоту или платине течь через «дерево» с минимальной турбулентностью или сопротивлением. Затем «дерево» подвешивают в металлической колбе и заполняют гипсовой суспензией. После заполнения пузырьки воздуха и карманы удаляются из суспензии путем «удаления пузырьков» из колбы внутри колпака с отрицательной атмосферой.
После затвердевания и отверждения колбы с вложенными моделями помещают в специальные печи, где воск сжигается при температуре до 1600 ° F в течение 12-16 часов. В правильно сгоревшей колбе не останется следов воска или смолы, оставив после себя полый отпечаток, оставленный деревом и сожженными на нем скульптурами.
В правильно сгоревшей колбе не останется следов воска или смолы, оставив после себя полый отпечаток, оставленный деревом и сожженными на нем скульптурами.
Центробежное литье ювелирных изделий
Центробежное литье ювелирных изделий использует силу центрифуги для создания инерции, необходимой для бросания золота в оставшуюся полую полость.После сгорания колба помещается в люльку на поворотном кронштейне, прямо совмещая ее с тиглем, в котором будет плавиться золото или платина. В зависимости от оборудования и предпочтений пользователя тигель будет нагреваться с помощью высокой частоты, индукции или горелки для плавления металла, в то время как рычаг находится во взведенном положении. Когда драгоценный металл достигает критической температуры, центрифугу отпускают, и металл вылетает из тигля с высокой скоростью, заполняя колбу, прежде чем она вращается до состояния покоя.
Ювелирные изделия для вакуумного литья
Принцип вакуумного литья очень похож на принцип центробежного литья. Опять же, расплавленное золото необходимо отправить в колбу с достаточным усилием, чтобы оно могло пройти через детализированные полости перед охлаждением. Оборудование, используемое для вакуумного литья, требует, чтобы колба была загружена в гильзу внутри камеры, чтобы обеспечить принудительный вакуум для вдыхания расплавленного металла в паковочную форму во время его заливки или выпуска.
Опять же, расплавленное золото необходимо отправить в колбу с достаточным усилием, чтобы оно могло пройти через детализированные полости перед охлаждением. Оборудование, используемое для вакуумного литья, требует, чтобы колба была загружена в гильзу внутри камеры, чтобы обеспечить принудительный вакуум для вдыхания расплавленного металла в паковочную форму во время его заливки или выпуска.
Отливки из драгоценных металлов
После наполнения сосудов необходимо удалить отливки из драгоценных металлов. Полый слепок в гипсе, заполненный светящимися красными отливками из платины или золота, снимается с литейного оборудования с помощью клещей.В зависимости от цвета, карата или используемого металла их закаливают в воде или оставляют охлаждаться. Когда колбы охлаждают, паковочная форма разрушается, а оставшаяся штукатурка удаляется, оставляя дерево с моделями в виде ветвей. Затем модели вырезаются из литника и отправляются ювелирам, которые выполнят полировку ювелирных изделий, изготовление ювелирных изделий и закрепку камней, чтобы превратить отливку в прекрасные украшения.
Процесс изготовления ювелирных изделий
Создание украшений увлекательное, сложное и состоит из нескольких этапов, которые могут занять недели или месяцы.В трудоемком процессе изготовления украшений используются различные технологии и техники, требующие специальных знаний и опыта многих профессионалов.
В WELAMOND наши опытные производители ювелирных изделий проводят всю обработку ювелирных изделий под одной крышей. Это снижает наши затраты и позволяет нам предлагать потребителям ювелирные изделия высшего качества по непревзойденным ценам. Здесь эксперт WELAMOND объясняет некоторые важные и интересные факты о нашем процессе производства ювелирных изделий:
Производство ювелирных изделий начинается с идеи
Французский модельер Коко Шанель сказала: «Главное — не ткань! Главное — идея!» Как и в моде, изготовление украшений начинается с идеи.Как и в случае с архитектором, который первым набрасывает дизайн дома, дизайнер ювелирных изделий начинает с того, что воплощает свое видение и воображение на бумаге. Сначала он набрасывает задуманную идею, которая представляет собой предварительный набросок ювелирного изделия. На данном этапе у него еще нет никаких финансовых затрат или необходимости в каких-либо передовых технологиях для создания модели своей конструкции. Ему также не нужно вдаваться в подробности украшения. Это будет сделано позже.
Сначала он набрасывает задуманную идею, которая представляет собой предварительный набросок ювелирного изделия. На данном этапе у него еще нет никаких финансовых затрат или необходимости в каких-либо передовых технологиях для создания модели своей конструкции. Ему также не нужно вдаваться в подробности украшения. Это будет сделано позже.
Изготовление ювелирных изделий — 3D-дизайн
На следующем этапе эскиз ювелирного изделия дизайнера передается специальному художнику-ювелиру, который рисует трехмерную (3D) модель.Это делается с помощью специальной программы, например, Matrix 3D Jewelry Design Software. Это программное обеспечение позволяет художнику и дизайнеру определять все размеры произведенного ювелирного изделия, включая вставленные бриллианты, количество карат и т. Д. Работа художника превращается в специальный файл 3D CAD, который в дальнейшем будет использоваться для выращивания пластиковая модель.
Прототип ювелирного изделия
Следующий этап — изготовление прототипа ювелирного изделия, где из ранее созданного файла САПР «выращивают» реальные пластиковые модели на специальном 3D-принтере. Этот шаг может занять десятки часов, так как пластиковая модель вырастает до сотых долей миллиметра. Выращенный на 3D-принтере прототип затем используется для изготовления гипсовой формы, требующей литья под серебро.
Этот шаг может занять десятки часов, так как пластиковая модель вырастает до сотых долей миллиметра. Выращенный на 3D-принтере прототип затем используется для изготовления гипсовой формы, требующей литья под серебро.
Это трудоемкий процесс, так как штукатурка должна сохнуть равномерно.
Затем покрытую серебром форму наполняют расплавленным сплавом, изготовленным из образца серебра. Полученное серебро имеет большие следы процесса 3D-печати, которые необходимо очищать вручную. Полученная отливка обрабатывается ювелиром, чтобы исправить любые недостатки и улучшить общую модель украшения.Результат называется «эталонной моделью». По словам эксперта WELAMOND, во всем промышленном ювелирном производстве существует большая потребность в высококвалифицированной рабочей силе.
Производитель ювелирных изделий — литье металлических изделий
Мастер-модель используется для изготовления «резины» — специальной эластичной формы, состоящей из двух половинок. Резина необходима для изготовления восковых «копий» мастер-модели украшения. Нагретый воск под давлением вводится в форму для резины.Этот шаг можно сделать вручную.
Нагретый воск под давлением вводится в форму для резины.Этот шаг можно сделать вручную.
Затем наступает, пожалуй, самый волшебный этап производства литых украшений. В специальном разделе все восковые модели припаяны к толстой восковой модели стержня. Оказывается, производственников называют «елочкой» — и действительно, барная стойка, окруженная «ветками» восковых моделей, сильно напоминает украшенную елку. Количество отделений варьируется в зависимости от размеров будущих изделий — их может быть от десяти до десятков.Выравнивание моделей позволяет золоту или платине проходить через «дерево» с минимальной турбулентностью или сопротивлением. Затем «дерево» подвешивают в металлической колбе и заполняют гипсовой суспензией. После заполнения пузырьки воздуха и карманы удаляются из суспензии путем «удаления пузырьков» из колбы внутри колпака с отрицательной атмосферой. Колбы с вложенными моделями помещают в специальные печи, где воск сжигается при температуре до 1600 ° F в течение 12-16 часов. В правильно сгоревшей колбе не останется следов воска или смолы, оставив после себя полый отпечаток, оставленный деревом и сожженными на нем скульптурами.Следующий этап — это печь вакуумного литья или центробежного литья ювелирных изделий. С литейного оборудования снимается полый слепок в гипсе, заполненный золотыми отливками. В зависимости от цвета и карата золота их закаливают в воде или оставляют охлаждаться. Когда колбы охлаждают, паковочная форма разрушается, а оставшаяся штукатурка удаляется, оставляя дерево с моделями в виде ветвей. Уже отлитые украшения: кольца, серьги, подвески или их части вырезаются специальными ножницами «Елочка».При этом удалены так называемые питатели — технологические элементы, по сути, являющиеся копией каналов, по которым металл (а раньше воск) поступает к литым деталям.
В правильно сгоревшей колбе не останется следов воска или смолы, оставив после себя полый отпечаток, оставленный деревом и сожженными на нем скульптурами.Следующий этап — это печь вакуумного литья или центробежного литья ювелирных изделий. С литейного оборудования снимается полый слепок в гипсе, заполненный золотыми отливками. В зависимости от цвета и карата золота их закаливают в воде или оставляют охлаждаться. Когда колбы охлаждают, паковочная форма разрушается, а оставшаяся штукатурка удаляется, оставляя дерево с моделями в виде ветвей. Уже отлитые украшения: кольца, серьги, подвески или их части вырезаются специальными ножницами «Елочка».При этом удалены так называемые питатели — технологические элементы, по сути, являющиеся копией каналов, по которым металл (а раньше воск) поступает к литым деталям.
Установка, полировка и отделка
Начиная с каменных кругов и сверл с крупной зернистостью, ювелиры переходят к инструментам с более мелкой зернистостью, пока глубокие царапины и нежелательные формы не будут удалены, а само украшение не будет готово к закрепке. Теперь необходимо установить бриллианты. Чтобы украшения превратились в сияющие и сверкающие произведения искусства, необходим тщательный отбор бриллиантов.Это включает в себя изюминку каждого изделия: его центральный алмаз. Короче говоря, именно художественные навыки специалистов по полировке и закрепке ювелирных изделий подчеркивают блеск и блестящую отделку, которые делают золото и бриллианты такими очаровательными. После окончательной полировки каждое ювелирное изделие с бриллиантом, будь то кольцо, серьги, подвеска или браслет, проходит тщательный контроль качества специалистами WELAMOND.
Теперь необходимо установить бриллианты. Чтобы украшения превратились в сияющие и сверкающие произведения искусства, необходим тщательный отбор бриллиантов.Это включает в себя изюминку каждого изделия: его центральный алмаз. Короче говоря, именно художественные навыки специалистов по полировке и закрепке ювелирных изделий подчеркивают блеск и блестящую отделку, которые делают золото и бриллианты такими очаровательными. После окончательной полировки каждое ювелирное изделие с бриллиантом, будь то кольцо, серьги, подвеска или браслет, проходит тщательный контроль качества специалистами WELAMOND.
Только после того, как специалисты WELAMOND будут удовлетворены качеством ювелирных изделий с бриллиантами, они будут доставлены нашим клиентам.Весь процесс производства ювелирных изделий WELAMOND разработан и осуществляется с учетом потребностей клиентов.
Конечно, если есть вопросы, приглашаем вас на Связаться с нами .Производственный процесс / Ювелирное образование / Образование
Магия зачарованной красоты в ювелирных изделиях ручной работы
Мы любим украшения и восхищаемся тем, как женщины могут измениться, добавить великолепия своей красоты. Ощутите приятное прикосновение драгоценного металла, нежно ласкающего вашу чувствительную кожу.Посмотрите, как изящество серебра чувственно обволакивает ваше тело и подчеркивает вашу естественную красоту. Подумайте о том, какое удовольствие может доставить маленькая деталь, деталь, разработанная и созданная специально для вас, чтобы вызывать у вас отличное настроение и постоянное удовольствие. Почувствуйте, как ваше тело черпает максимум энергии и мощи, собранных в драгоценных камнях, тщательно обработанных элегантными формами и узорами. Представьте себе прохожих мужчин, бросающих взгляды на ваш стильный кулон, украшающий вашу шею. Обратите внимание на завистливые взгляды других женщин, восхищающихся вашим красивым браслетом, нежно обнимающим ваше запястье.
Ощутите приятное прикосновение драгоценного металла, нежно ласкающего вашу чувствительную кожу.Посмотрите, как изящество серебра чувственно обволакивает ваше тело и подчеркивает вашу естественную красоту. Подумайте о том, какое удовольствие может доставить маленькая деталь, деталь, разработанная и созданная специально для вас, чтобы вызывать у вас отличное настроение и постоянное удовольствие. Почувствуйте, как ваше тело черпает максимум энергии и мощи, собранных в драгоценных камнях, тщательно обработанных элегантными формами и узорами. Представьте себе прохожих мужчин, бросающих взгляды на ваш стильный кулон, украшающий вашу шею. Обратите внимание на завистливые взгляды других женщин, восхищающихся вашим красивым браслетом, нежно обнимающим ваше запястье.
В жизни каждой женщины бывают моменты, когда хочется выглядеть красиво и блестяще, и ничто иное не поможет, как украшения подходящего размера. Производители ювелирных изделий выпускают украшения, которые непременно помогут многим женщинам проявить себя во время важного события и торжества. Изготовление художественной бижутерии — сложная задача даже для лучших производителей ювелирных украшений. Специфика этих продуктов — это прежде всего артистизм, который необходимо охарактеризовать. Процесс производства ювелирных изделий включает самые передовые технологии и целенаправленные исследования.Изготовление ювелирных изделий — это очень сложный процесс, который проходит долгую и медленную процедуру, от начала до конца. Каждый продукт проходит ряд процедур, прежде чем мы получим чистый продукт как красивое ювелирное произведение искусства.
Изготовление художественной бижутерии — сложная задача даже для лучших производителей ювелирных украшений. Специфика этих продуктов — это прежде всего артистизм, который необходимо охарактеризовать. Процесс производства ювелирных изделий включает самые передовые технологии и целенаправленные исследования.Изготовление ювелирных изделий — это очень сложный процесс, который проходит долгую и медленную процедуру, от начала до конца. Каждый продукт проходит ряд процедур, прежде чем мы получим чистый продукт как красивое ювелирное произведение искусства.
Натуральные компоненты ювелирных изделий (камни, серебро и аксессуары) будут подвергаться многократной обработке. Эти украшения уникальны и требуют много времени и навыков. Ожидайте персонализированных ювелирных изделий, которые изготавливаются вручную, большинство ювелирных изделий изготавливаются на литейных машинах.
Ниже приводится краткое описание всех процессов производственной цепочки.
Покупка камней и серебра
В первую очередь покупаем правильный набор серебра. У нас только чистое серебро. Стерлинговое серебро также называется серебром 925 пробы или серебром 925 пробы. .925 происходит из-за того, что серебро — это сплав, смешанный с другими металлами. 0,925, или 92,5%, — это минимальная доля чистого серебра, которая должна быть включена в смесь. Сплав создан для упрочнения натурального серебра, что делает его более прочным и менее подверженным потускнению.Стерлинговое серебро для наших художественных проектов, изготовления ювелирных изделий и поделок поставляется в виде проволоки, трубок и листов. Прежде чем серебро будет помещено в банк, сначала нужно добыть серебро.
У нас только чистое серебро. Стерлинговое серебро также называется серебром 925 пробы или серебром 925 пробы. .925 происходит из-за того, что серебро — это сплав, смешанный с другими металлами. 0,925, или 92,5%, — это минимальная доля чистого серебра, которая должна быть включена в смесь. Сплав создан для упрочнения натурального серебра, что делает его более прочным и менее подверженным потускнению.Стерлинговое серебро для наших художественных проектов, изготовления ювелирных изделий и поделок поставляется в виде проволоки, трубок и листов. Прежде чем серебро будет помещено в банк, сначала нужно добыть серебро.
Каждый из наших поставщиков скажет вам, что мы предоставляем продукцию и услуги высшего качества. Серебряные слитки или серебряные слитки — это дорогое вложение, которое необходимо тщательно продумать перед покупкой. Слитки бывают разных размеров и веса, поэтому важно знать вес и чистоту любого слитка, прежде чем мы его купим.Мексика в настоящее время является крупнейшим производителем серебра в мире и поэтому является лучшим местом для покупки. Однако мы покупаем серебро только в Соединенных Штатах Америки.
Однако мы покупаем серебро только в Соединенных Штатах Америки.
Когда мы покупаем наш камень по всему миру, мы всегда стараемся получить лучший и самый широкий ассортимент доступных материалов. Все, что они нам предлагают, — лучшее в отрасли … Разве это не то, что вы хотите услышать? Буквально все возможно. Качество выходит за рамки всех этих компаний, будь то образцы их работ, производственные помещения, выставочные залы или запасы камня.Это каменные компании, инвестирующие в профессиональное оборудование и высококачественные материалы. Это «каменные» компании, с которыми мы поддерживаем давние и преданные рабочие отношения. Мы решили работать с лучшими в отрасли, и это приносит удовлетворение не только нам, но и нашим клиентам.
Создание украшения
Каждое украшение начинается с концепции. Концепция — это, по сути, грубый проект в сознании дизайнера. Окончательный дизайн является результатом тесного сотрудничества между дизайнером и мастером, придавая арт-объекту настоящую ручную работу. Дизайнерская концепция и чертежи используются моделистом для создания оригинального ювелирного изделия.
Дизайнерская концепция и чертежи используются моделистом для создания оригинального ювелирного изделия.
Создание ювелирного дизайна — это страстная, но сложная алхимия зарождающихся идей, которые сталкиваются друг с другом и трансформируются. Для несчастного дизайнера перед ним пустая страница. Ах, оставьте это в покое, не затемняйте страницу механически; даже притвориться, что этого не видно. Закройте глаза и осторожно отправьте в мозг сообщения с мольбой о помощи Матери-природе. На мимолетных изображениях появляются ракушки, экзотические листья, текстура дерева и т. Д.
Лепка
После того, как шедевр ювелирного искусства готов, его используют для изготовления высокотехнологичной формы, которая, в свою очередь, используется для изготовления восковых копий ювелирных изделий.
После того, как эскиз завершен со всеми мелкими деталями, он передается в секцию формовки. В отделе формования очень опытные профессиональные формовщики затем превращают эскиз в мастер-форму, которая устанавливает основу для всего процесса. Мастер-форма — это очень сложный уровень изготовления, поскольку конечный результат зависит от мастер-формы.
Мастер-форма — это очень сложный уровень изготовления, поскольку конечный результат зависит от мастер-формы.
Литье (литье по выплавляемой восковой модели)
Металлическое украшение может быть уникальным, например, уникальным обручальным кольцом, изготовленным на заказ, или моделью, которая будет использоваться для резиновой формы. Может быть изготовлен методом литья по выплавляемым моделям. Этот традиционный метод использовался еще древними египтянами.
Форма изготавливаемой детали изначально имеет восковую или металлическую форму в масштабе 1,05 (или в среднем 3%), чтобы учесть усадку при затвердевании (небольшое уменьшение размера изготовленной металлической детали по сравнению с с восковой моделью.Это связано с физическим явлением металлов, которые менее плотны как жидкость, чем как твердое тело, что приводит к уменьшению объема по мере охлаждения и затвердевания металла.
Камни оправы
Закрепление заключается в прикреплении драгоценного камня или драгоценного камня к металлической оправе путем перемещения части металла. Для настройки обычно используются следующие методы:
Для настройки обычно используются следующие методы:
- Установка зубца / когтя. Зубцы — это крошечные кусочки металла из оправы, которую установщик накидывает на пояс камня, закрепляя камень на месте.Это наиболее распространенный метод обработки отдельных драгоценных камней.
- Установка лицевой панели. Крошечный диск из драгоценного металла окружает камень. Лист загибают по всему периметру камня, закрепляя его с обратной стороны.
Полировка
Каждая деталь должна быть отполирована во время монтажа. Все крепление тщательно очищено и отполировано до высочайшей степени гладкости, так что каждая деталь красиво отполирована. После постановки на сцену полировщик заслуживает похвалы за окончательную полировку ювелирных изделий.Все настойки полировальных составов и «румян» должны быть тщательно удалены либо путем тщательной мойки вручную, либо с помощью сверхзвуковых чистящих ванн.
- Механическая полировка
Войлочные или ватные диски, пропитанные абразивным составом, используются для полировки поверхности металла.
