
Постобработка: Что такое постобработка в играх сравнение картинок
постобработка — это… Что такое постобработка?
- постобработка
- постобработка — posttreatment with
Русско-английский словарь биологических терминов. — Новосибирск: Институт Клинической Иммунологии. В.И. Селедцов. 1993—1999.
- постепенно увеличиваться
- посылать
Смотреть что такое «постобработка» в других словарях:
постобработка — В широком смысле, постобработка это все то, что происходит после основных действий по построению изображения. Иначе говоря, постобработка это любые изменения изображения после его рендеринга. Постобработка представляет собой набор средств для… … Справочник технического переводчика
постобработка — заключительная обработка. Ant. предобработка, предварительная обработка Словарь русских синонимов … Словарь синонимов
постобработка
постобработка (спутниковых наблюдений) — Окончательная обработка данных в камеральных условиях с целью получения координат пунктов.
 [РТМ 68 14 01] Тематики спутниковая технология геодезических работ Обобщающие термины обработка спутниковых определений EN post processing … Справочник технического переводчика
[РТМ 68 14 01] Тематики спутниковая технология геодезических работ Обобщающие термины обработка спутниковых определений EN post processing … Справочник технического переводчикапостобработка навигационных спутниковых измерений — 26 постобработка навигационных спутниковых измерений: Математическая обработка в камеральных условиях всей совокупности навигационных спутниковых измерений, полученных с помощью геодезической навигационной аппаратуры потребителя ГНСС с пунктов… … Словарь-справочник терминов нормативно-технической документации
The KMPlayer — Не следует путать с KMPlayer. The KMPlayer … Википедия
Unified Video Decoder — (рус. Унифицированный видео декодер; ранее называемый Universal Video Decoder рус. Универсальный видео декодер; сокращённо UVD) аппаратный компонент (блок) графических процессоров производства американской компании AMD,… … Википедия
ГОСТ Р 53864-2010: Глобальная навигационная спутниковая система.
Einstein@Home — Платформа BOINC Объём загружаемого ПО 43 147 МБ Объём загружаемых данных задания 6 100 МБ Объём отправляемых данных задания 15 КБ Объём места на диске 120 МБ Используемый объём памяти 80 184 МБ Графический интерфейс да Среднее время расчёта… … Википедия
Колоризация — Колоризация разновидность технологии цветного кинематографа или фотографии, в которой исходное чёрно белое изображение преобразуется в цветное. Содержание 1 Колоризация в кино 1.1 Технология … Википедия
Деинтерлейсинг — Кадр с интерлейсингом Деинтерлейсинг (англ.
Deinterlacing устранение чересстрочности) процесс создания одного кадра из двух полукадров чересстрочного формата для дальнейшего вывода на экран с прогрессивной развёрткой, такой как… … Википедия
 [РТМ 68 14 01] Тематики спутниковая технология геодезических работ Обобщающие термины обработка спутниковых определений EN post processing … Справочник технического переводчика
[РТМ 68 14 01] Тематики спутниковая технология геодезических работ Обобщающие термины обработка спутниковых определений EN post processing … Справочник технического переводчика
 Deinterlacing устранение чересстрочности) процесс создания одного кадра из двух полукадров чересстрочного формата для дальнейшего вывода на экран с прогрессивной развёрткой, такой как… … Википедия
Deinterlacing устранение чересстрочности) процесс создания одного кадра из двух полукадров чересстрочного формата для дальнейшего вывода на экран с прогрессивной развёрткой, такой как… … ВикипедияКниги
- OpenGL ES 3. 0. Руководство разработчика, Гинсбург Дэн, Пурномо Будирижанто. OpenGL ES -это ведущий интерфейс и графическая библиотека для рендеринга сложной трехмерной графики на мобильных устройствах. Последняя версия, OpenGL ES 3. 0, делает возможным создания… Подробнее Купить за 1817 руб
- OpenGL ES 3. 0. Руководство разработчика, Гинсбург Дэн, Пурномо Будирижанто. OpenGL ES -это ведущий интерфейс и графическая библиотека для рендеринга сложной трехмерной графики на мобильных устройствах. Последняя версия, OpenGL ES 3. 0, делает возможным создания… Подробнее Купить за 1697 грн (только Украина)
- OpenGL ES 3. 0. Руководство разработчика, Гинсбург Дэн. OpenGL ES -это ведущий интерфейс и графическая библиотека для рендеринга сложной трехмерной графики на мобильных устройствах. Последняя версия, OpenGL ES 3. 0, делает возможным создания… Подробнее Купить за 1312 руб
 Последняя версия, OpenGL ES 3. 0, делает возможным создания… Подробнее Купить за 1312 руб
Последняя версия, OpenGL ES 3. 0, делает возможным создания… Подробнее Купить за 1312 рубПостобработка деталей, напечатанных на 3D-принтере (PLA, ABS, SBS, PETG)
Оглавление
Введение
Технология FDM лучше всего подходит для быстрого создания малобюджетных прототипов. В FDM-распечатках обычно видны линии слоев, поэтому, если требуется получить гладкую поверхность, постобработка очень важна. Некоторые методы постобработки могут также сделать распечатку более прочной за счет изменения степени ее упругих свойств, плотности, структурных и текстурных особенностей.
В данной статье мы обсудим наиболее распространенные методы постобработки при FDM.
Прошедшие постобработку FDM-распечатки (слева направо): холодная сварка, заполнение пустот, необработанная, зачищенная шкуркой, отполированная, покрашенная и покрытая эпоксидкой. фото 3dhubs.com
Удаление поддержек
Удаление подпорок – это обычно первый этап постобработки при любой технологии 3D-печати, в которой они применяются. В целом подпорки можно разделить на две категории: стандартные и растворимые. В отличие от других методов постобработки, которые обсуждаются в этой статье, удаление подпорок является обязательным и не приводит к улучшению качества поверхности.
В целом подпорки можно разделить на две категории: стандартные и растворимые. В отличие от других методов постобработки, которые обсуждаются в этой статье, удаление подпорок является обязательным и не приводит к улучшению качества поверхности.
Изначальная распечатка с подпорками, плохое удаление подпорок, хорошее удаление подпоро. фото 3dhubs.com
Удаление стандартных подпорок
Инструментарий
- Кусачки, острогубцы, щипцы
- Зубная щетка, кисточка
|
Доводка |
★ ☆ ☆ ☆ ☆ |
|
Допуски |
★ ★ ☆ ☆ ☆ |
Скорость |
★ ★ ★ ★ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
Обычно подпорки отделяются от распечатки без проблем, а очистить от подпорочного материала труднодоступные места (такие как отверстия или каверны) можно с помощью старенькой зубной щетки. Правильное расположение опорных структур и корректная ориентация при печати могут существенно уменьшить негативное влияние подпорок на то, как распечатка будет выглядеть в итоге.
Правильное расположение опорных структур и корректная ориентация при печати могут существенно уменьшить негативное влияние подпорок на то, как распечатка будет выглядеть в итоге.
Плюсы
- Не меняет общую геометрию детали.
- Процесс очень быстрый.
Минусы
- Не удаляет линии от слоев, царапины и другие дефекты поверхности.
- Если от опорной структуры остаются излишки материала или отметины, точность и внешний вид распечатки страдают.
Удаление растворимых поддержек
Инструментарий
- Стойкая к воздействию растворителя емкость
- Растворитель
- Ультразвуковой очиститель (опционально)
|
Доводка |
★ ★ ★ ☆ ☆ |
|
Допуски |
★ ★ ☆ ☆ ☆ |
|
Скорость |
★ ★ ★ ★ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
Стандартные материалы растворимых подпорок удаляются с распечатки путем погружения ее в резервуар с соответствующим растворителем. Подпорки обычно печатаются:
Подпорки обычно печатаются:
- HIPS (обычно с ABS)
- PVA (обычно с PLA)
Стеклянная тара вроде банки для консервации отлично подойдет. Для обработки водой подойдет любой непористый сосуд. Для быстрого удаления подпорок с распечаток из HIPS/ABS потребуется раствор из равных долей Д-лимонена и изопропилового спирта. Многие другие материалы опорных структур, такие как PVA (с PLA) растворяются в обычной воде.
Профессиональные хитрости
Сократить время обработки раствором можно с помощью ультразвукового очистителя и заменой растворителя по мере его насыщения. Теплый (не горячий) раствор действует быстрее – подогрев пригодится, если нет очистителя.
Плюсы
- Допускается сложная геометрия, для которой стандартный метод удаления подпорок невозможен.
- Гладкая поверхность на местах крепления подпорок.
Минусы
- Неправильное растворение подпорок может привести к появлению обесцвеченных пятен и перекосам распечатки.
- Не удаляет линии от слоев, царапины и другие дефекты поверхности.
- Может привести к появлению небольших лунок или отверстий, если растворимый материал во время печати просочился внутрь объекта.

Зачистка шкуркой
Зачищенная шкуркой серая ABS-распечатка
Инструментарий
- Наждачная бумага с зерном
на 150, 220, 400, 600, 1000 и 2000 - Тряпочка для протирки
- Зубная щетка
- Мыло
- Маска на лицо
|
Доводка |
★ ★ ★ ★ ☆ |
|
Допуски |
★ ★ ★ ☆ ☆ |
|
Скорость |
★ ★ ☆ ☆ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
После того как подпорки удалены или растворены, можно провести ошкуривание, чтобы сгладить деталь и удалить все явные дефекты, такие как кляксы или отметины от подпорок. То, с какой шкурки начинать, зависит от толщины слоя и качества печати: для слоев в 200 микрон и меньше либо для распечаток без клякс можно взять для начала шкурку на P150. Если присутствуют кляксы, видимые невооруженным взглядом, или объект напечатан с толщиной слоя 300 мкм и более, зачистку следует начинать с P100.
То, с какой шкурки начинать, зависит от толщины слоя и качества печати: для слоев в 200 микрон и меньше либо для распечаток без клякс можно взять для начала шкурку на P150. Если присутствуют кляксы, видимые невооруженным взглядом, или объект напечатан с толщиной слоя 300 мкм и более, зачистку следует начинать с P100.
Процесс можно продолжать до шкурки зернистостью P2000 (один из подходов предполагает переход на 220, затем на 400, 600, 1000 и, наконец, на 2000). С самого начала до самого конца рекомендуется влажное ошкуривание – это позволит избежать излишнего трения, которое может привести к повышению температуры и повредить объект, а также загрязнить саму наждачную бумагу. В промежутке между ошкуриваниями распечатку следует чистить зубной щеткой и промывать мыльной водой, после чего протирать тряпочкой, что позволит удалить пыль и избежать ее слипания. Для достижения гладкой, блестящей поверхности FDM-детали можно зачищать шкуркой даже P5000.
Профессиональные хитрости
Всегда производите ошкуривание небольшими круговыми движениями – равномерно по всей поверхности детали. Может возникнуть искушение зачищать перпендикулярно слоям или даже параллельно, но это может привести к образованию борозд. Если деталь после ошкуривания обесцветилась или на ней осталось много царапин, ее можно немного нагреть, чтобы размягчить поверхность и дать некоторым дефектам сгладиться.
Может возникнуть искушение зачищать перпендикулярно слоям или даже параллельно, но это может привести к образованию борозд. Если деталь после ошкуривания обесцветилась или на ней осталось много царапин, ее можно немного нагреть, чтобы размягчить поверхность и дать некоторым дефектам сгладиться.
Плюсы
- Получается исключительно гладкая поверхность.
- Значительно облегчается дальнейшая постобработка (покраска, полировка, сглаживание и покрытие эпоксидкой).
Минусы
- Не рекомендуется для деталей с двумя или одной оболочками, поскольку ошкуривание может распечатку повредить.
- Процесс сложен в случае изощренных поверхностей и наличия у объекта мелких деталей.
- Если зачистка производится слишком агрессивно и удаляется слишком много материала, это может сказаться на внешнем виде детали.
Холодная сварка
Две напечатанных ABS половинки детали, соединенные холодной сваркой
Инструментарий
- Ацетон для ABS. Дихлорметан для PLA, ABS
- Губчатый аппликатор
 Дихлорметан для PLA, ABS
Дихлорметан для PLA, ABS|
Доводка |
★ ★ ☆ ☆ ☆ |
|
Допуски |
★ ★ ☆ ☆ ☆ |
|
Скорость |
★ ★ ★ ★ ★ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
Если размер объекта превышает рабочий объем принтера, объект печатают по частям и потом собирают. В случае PLA и некоторых других материалов, сборку можно произвести с помощью Дихлорметана или подходящего клея (выбор клея зависит от пластика). В случае ABS можно произвести «сварку» с использованием ацетона. Соприкасающиеся поверхности нужно слегка смочить ацетоном и плотно сжать или зажать и держать так до тех пор, пока большая часть ацетона не испарится. Так детали окажутся скрепленными между собой химическими связями.
Так детали окажутся скрепленными между собой химическими связями.
Профессиональные хитрости
Увеличение площади поверхности ацетонового контакта увеличивает прочность соединения. Шпунтовое соединение в помощь.
Плюсы
- Ацетон не так сильно меняет цвет поверхности, как большинство клеев.
- После высыхания соединение приобретает свойства ABS, что делает дальнейшую обработку более простой и единообразной.
Минусы
- Соединение деталей ABS холодной «сваркой» ацетоном не такое прочное, как если бы деталь была напечатана целиком.
- Чрезмерное использование ацетона может привести к растворению детали и негативно повлиять на окончательный внешний вид, а также на допуски.
Заполнение пустот
Черная ABS распечатка, обработанная заполнителем и зачищенная
Инструментарий
- Эпоксидная смола (только для небольших пустот)
- Шпаклёвка для автомобильных кузовных работ (для больших пустот и соединений)
- Филамент ABS и ацетон (только для небольших пустот в распечатках ABS)
|
Доводка |
★ ★ ☆ ☆ ☆ |
|
Допуски |
★ ★ ★ ☆ ☆ |
|
Скорость |
★ ★ ★ ☆ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
После того как деталь зачищена либо растворены растворимые подпорки, могут выйти наружу необычные пустоты. Эти пустоты образуются во время печати, когда слои оказываются неполными из-за каких-либо ограничений на траекторию движения печатающей головки, что зачастую оказывается неизбежным. Небольшие щели и пустоты можно легко заполнить эпоксидной смолой и никакой дополнительной обработки в этом случае не потребуется. Более крупные щели или пустоты, которые остаются при сборке объекта из нескольких частей, могут быть ликвидированы заполнителем для автомобильных кузовных работ, но после этого распечатку нужно будет еще раз ошкурить. Шпаклёвка работает великолепно, легко обрабатывается наждачкой и поддается покраске. Более того, детали, соединенные таким заполнителем, или залитые им пустоты оказываются прочнее исходного пластика.
Эти пустоты образуются во время печати, когда слои оказываются неполными из-за каких-либо ограничений на траекторию движения печатающей головки, что зачастую оказывается неизбежным. Небольшие щели и пустоты можно легко заполнить эпоксидной смолой и никакой дополнительной обработки в этом случае не потребуется. Более крупные щели или пустоты, которые остаются при сборке объекта из нескольких частей, могут быть ликвидированы заполнителем для автомобильных кузовных работ, но после этого распечатку нужно будет еще раз ошкурить. Шпаклёвка работает великолепно, легко обрабатывается наждачкой и поддается покраске. Более того, детали, соединенные таким заполнителем, или залитые им пустоты оказываются прочнее исходного пластика.
Щели в ABS-распечатках можно также заполнять разжиженным с помощью ацетона ABS, который вступает в химическую реакцию с ABS-объектом и просачивается в имеющиеся пустоты. Рекомендуется делать такую замазку из 1 части ABS и 2 частей ацетона, тогда она при правильном применении не сильно испортит поверхность.
Дихлорметан работает для всех видов пластика: ABS, PLA, HIPS, SBS и др.
Эпоскидная смола также пригодится, если вы захотите сделать деталь, напечатанную на 3D-принтере, более прочной
Плюсы
- Эпоксидный заполнитель легко зачищается и грунтуется, в результате чего получается отличная поверхность для покраски.
- Раствор ABS того же самого филамента даст тот же самый цвет, так что на поверхности ничего не будет заметно.
Минусы
- Заполнитель для автомобильных кузовных работ или другой полиэфирный эпоксидный клей после высыхания непрозрачен, так что на распечатке останутся обесцвеченные участки.
- Для достижения равномерной поверхности требуется дополнительная обработка.
- Если зачистка производится слишком агрессивно и удаляется слишком много материала, это может сказаться на внешнем виде детали.
Полировка
Модель из пластика PLA, отполированная. Фото rigid.ink
Фото rigid.ink
Инструментарий
- Состав для полировки пластика
- Наждачная бумага на P2000
- Тряпочка для протирки
- Зубная щетка
- Полировальный круг или тряпочка из микрофибры
|
Доводка |
★ ★ ★ ★ ★ |
|
Допуски |
★ ★ ★ ☆ ☆ |
|
Скорость |
★ ★ ☆ ☆ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
После зачистки детали на нее можно нанести состав для полировки пластика, чтобы придать объекту из стандартного ABS или PLA зеркальный блеск. После того как деталь обработана шкуркой на 2000, надо тряпочкой удалить с распечатки пыль и промыть распечатку под теплой водой с использованием зубной щетки. Когда объект полностью высохнет, отполируйте его на полировальном круге или тряпочкой из микрофибры, добавляя по ходу дела состав для полировки, например тот которым полируют бижутерию. Они разработаны специально для пластика и синтетики и придают устойчивый блеск. Другие составы для полировки пластика, которые используются, например, для полировки автомобильных фар, тоже хорошо работают, но некоторые из них содержат химические вещества, которые могут повредить распечатку.
Когда объект полностью высохнет, отполируйте его на полировальном круге или тряпочкой из микрофибры, добавляя по ходу дела состав для полировки, например тот которым полируют бижутерию. Они разработаны специально для пластика и синтетики и придают устойчивый блеск. Другие составы для полировки пластика, которые используются, например, для полировки автомобильных фар, тоже хорошо работают, но некоторые из них содержат химические вещества, которые могут повредить распечатку.
Профессиональные хитрости
Чтобы отполировать мелкие детали, насадите полировальный круг на Dremel (или другой роторный инструмент, например электродрель). Для более крупных и прочных деталей можно задействовать точильно-шлифовальный станок, только следите за тем, чтобы деталь не оставалась на одном месте слишком долго, а то пластик может от трения расплавиться.
Плюсы
- Деталь полируется без растворителей, от которых ее может перекосить или от которых могут измениться ее допуски.
- Если зачистка и полировка выполнены правильно, получается зеркально-гладкая поверхность, очень похожая на литую.
- Полировка и зачистка пластика крайне экономичны, что делает этот метод достижения качественной доводки весьма рентабельным.

Минусы
- Если хочется добиться зеркально-гладкой поверхности, перед полировкой деталь должна быть тщательно зачищена, что может сказаться на допусках.
- После полировки грунтовка или краска уже не пристают.
Грунтовка и покраска
Серая FDM-распечатка из PLA, покрашенная аэрозольной краской в черный цвет. 3dhubs.com
Инструментарий
- Тряпочка для протирки
- Зубная щетка
- Наждачная бумага с зерном на 150, 220, 400 и 600
- Аэрозольная грунтовка для пластика
- Финишная краска
- Полировальные палочки
- Полировальная бумага
- Маскировочная лента (только если предполагается несколько цветов)
- Нитриловые перчатки и соответствующая маска на лицо
|
Доводка |
★ ★ ★ ★ ★ |
|
Допуски |
★ ★ ★ ☆ ☆ |
|
Скорость |
★ ☆ ☆ ☆ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
После того как распечатка должным образом зачищена (при покраске достаточно дойти до шкурки P600), ее можно грунтовать. Аэрозольную грунтовку для пластика следует наносить двумя слоями. Эта грунтовка предназначена для последующей покраски моделей, обеспечивает ровное покрытие и при этом достаточно тонкая, чтобы не скрывать мелкие элементы. Толстая грунтовка, которая продается в хозяйственных магазинах, может комковаться, и тогда придется серьезно поработать наждачной бумагой. Короткими нажатиями с расстояния 15-20 см от объекта нанесите первое аэрозольное покрытие, стараясь делать это равномерно. Дайте грунтовке высохнуть и зачистите неровности шкуркой на 600. Легкими быстрыми нажатиями нанесите второй слой аэрозоля, тоже очень осторожно и равномерно.
Аэрозольную грунтовку для пластика следует наносить двумя слоями. Эта грунтовка предназначена для последующей покраски моделей, обеспечивает ровное покрытие и при этом достаточно тонкая, чтобы не скрывать мелкие элементы. Толстая грунтовка, которая продается в хозяйственных магазинах, может комковаться, и тогда придется серьезно поработать наждачной бумагой. Короткими нажатиями с расстояния 15-20 см от объекта нанесите первое аэрозольное покрытие, стараясь делать это равномерно. Дайте грунтовке высохнуть и зачистите неровности шкуркой на 600. Легкими быстрыми нажатиями нанесите второй слой аэрозоля, тоже очень осторожно и равномерно.
Когда грунтование закончено, можно приступать к покраске. Красить можно и художественными акриловыми красками и кисточками, но пульверизатор обеспечит более гладкую поверхность. Аэрозольные краски из хозяйственного магазина густые и вязкие, их трудно контролировать, так что нужно использовать такие, которые разработаны специально для моделирования. Загрунтованная поверхность должна быть отшлифована и отполирована (палочки для шлифовки и полировки, которые применяются в маникюрных салонах, можно приобрести через интернет, они отлично подходят для нашей задачи), а потом протерта тряпочкой. Краска должна наноситься на модель очень тонкими слоями, первые слои должны быть прозрачными. Когда красочное покрытие станет непрозрачным (это обычно 2-4 слоя), дайте модели минут 30 отдохнуть, чтобы краска высохла полностью. Аккуратно отполируйте красочный слой маникюрными палочками, повторите процедуру для каждого из цветов (между каждой наносимой краской).
Краска должна наноситься на модель очень тонкими слоями, первые слои должны быть прозрачными. Когда красочное покрытие станет непрозрачным (это обычно 2-4 слоя), дайте модели минут 30 отдохнуть, чтобы краска высохла полностью. Аккуратно отполируйте красочный слой маникюрными палочками, повторите процедуру для каждого из цветов (между каждой наносимой краской).
Отдельные части модели можно закрыть маскировочной лентой, чтобы цвета, если их несколько, не смешивались. Когда покраска завершена, удалите маскировочную ленту и отполируйте объект полировальной бумагой. Полировальная бумага, например 3M или Zona, бывает разной зернистости, продукт это относительно новый. Она продается пачками в разных интернет-магазинах, и после обработки этой бумагой красочный слой или финишное покрытие будет буквально сиять – и такого эффекта ничем другим не добиться. Нанесите 1-2 слоя финишного покрытия, чтобы защитить краску, и дайте ему полностью просохнуть. Финишное покрытие выбирается в соответствии с рекомендациями производителя краски. Если финишное покрытие и краска несовместимы, это может сделать бессмысленной всю вашу работу по покраске, так что совместимость здесь очень важна.
Если финишное покрытие и краска несовместимы, это может сделать бессмысленной всю вашу работу по покраске, так что совместимость здесь очень важна.
Профессиональные хитрости
Когда работаете с аэрозольной краской, не встряхивайте баллончик! Важно не смешать пигмент или грунтовку с пропеллентом (выталкивающим газом), в результате чего в спрее образуются пузырьки. Вместо этого баллончик нужно 2-3 минуты повращать, чтобы смешивающий шарик перекатывался, как жемчужина, а не бренчал.
Плюсы
- Отличный результат, если учесть все нюансы процесса и попрактиковаться.
- С конечным видом объекта можно делать все что угодно, каким бы материалом он ни был напечатан.
Минусы
- Грунтовка и краска увеличивают объем модели, что сказывается на допусках и может стать проблемой, если речь идет о детали более крупного объекта.
- Высококачественная аэрозольная краска или пульверизатор увеличивают затраты.
Сглаживание парами
Сглаженная парами черная полусфера, напечатанная ABS
Инструментарий
- Тряпочка для протирки
- Стойкий к воздействию растворителя герметичный контейнер
- Растворитель
- Бумажные полотенца
- Алюминиевая фольга (или иной стойкий к воздействию растворителя материал)
- Маска на лицо и химически стойкие перчатки
|
Доводка |
★ ★ ★ ★ ☆ |
|
Допуски |
★ ★ ☆ ☆ ☆ |
|
Скорость |
★ ★ ★ ☆ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
Проложите дно контейнера бумажными полотенцами, если возможно – и по стенкам. Критически важно, чтобы пары не могли повредить контейнер, а сам контейнер был герметичен. Рекомендуется использовать стеклянный или металлический контейнер. Нанесите достаточное количество растворителя на бумажные полотенца так, чтобы их смочить, но не пропитать – это также поможет им лучше прилипнуть к стенкам. Ацетон славится своей способностью сглаживать ABS. PLA можно сгладить разными другими растворителями (неплохо работает Дихлорметан), но этот пластик, как правило, значительно хуже поддается такой обработке, чем ABS. При работе с любыми растворителями, пожалуйста, соблюдайте технику безопасности при обращении с химическими веществами и всегда принимайте соответствующие меры предосторожности. В центр проложенного бумажным полотенцем контейнера нужно установить небольшой «плот» из алюминиевой фольги или другого стойкого к растворителю материала. Поставьте распечатку на «плот» (любой стороной на ваш выбор) и закройте крышку контейнера. Полировка парами может занимать разное время, так что периодически проверяйте распечатку.
Критически важно, чтобы пары не могли повредить контейнер, а сам контейнер был герметичен. Рекомендуется использовать стеклянный или металлический контейнер. Нанесите достаточное количество растворителя на бумажные полотенца так, чтобы их смочить, но не пропитать – это также поможет им лучше прилипнуть к стенкам. Ацетон славится своей способностью сглаживать ABS. PLA можно сгладить разными другими растворителями (неплохо работает Дихлорметан), но этот пластик, как правило, значительно хуже поддается такой обработке, чем ABS. При работе с любыми растворителями, пожалуйста, соблюдайте технику безопасности при обращении с химическими веществами и всегда принимайте соответствующие меры предосторожности. В центр проложенного бумажным полотенцем контейнера нужно установить небольшой «плот» из алюминиевой фольги или другого стойкого к растворителю материала. Поставьте распечатку на «плот» (любой стороной на ваш выбор) и закройте крышку контейнера. Полировка парами может занимать разное время, так что периодически проверяйте распечатку. Чтобы увеличить скорость полировки, контейнер можно подогреть, но делать это надо осторожно, чтобы не случилось взрыва.
Чтобы увеличить скорость полировки, контейнер можно подогреть, но делать это надо осторожно, чтобы не случилось взрыва.
При извлечении распечатки из контейнера постарайтесь к ней никаким образом не прикасаться, оставьте ее на «плоту», доставайте их вместе. Во всех тех местах, которыми распечатка с чем-нибудь контактировала, будут дефекты, поскольку внешний слой окажется недорастворенным. Перед тем как с ней работать, дайте распечатке полностью «продышаться», чтобы все пары растворителя улетучились.
ПРИМЕЧАНИЕ. Многие аэрозоли и/или распыляемые растворители огне- или взрывоопасны, их испарения могут быть вредны для человека. Будьте крайне осторожны при нагревании растворителей, всегда работайте с ними и храните их в хорошо проветриваемом помещении.
Плюсы
- Многие небольшие кляксы, а также в значительной мере линии слоев сглаживаются без дополнительной обработки.
- Поверхность распечатки становится исключительно гладкой.
- Процедура очень быстрая, ее можно провести, используя широко доступные материалы.

Минусы
- Не «залечивает» щели, не полностью скрывает линии слоев.
- В процессе сглаживания внешний слой распечатки растворяется, что очень сильно сказывается на допусках.
- Отрицательно сказывается на прочности распечатки из-за изменения свойств ее материала.
Погружение
Модель из PLA, обработанная погружением в Дихлорметан. Фото 3dpt.ru
Инструментарий
- Стойкая к воздействию растворителя емкость
- Растворитель
- Крючок с проушиной или винтик
- Большого сечения проволока для скульптуры или ландшафтного дизайна
- Сушилка или сушильная рама
- Маска на лицо и химически стойкие перчатки
|
Доводка |
★ ★ ★ ★ ☆ |
|
Допуски |
★ ☆ ☆ ☆ ☆ |
|
Скорость |
★ ★ ★ ★ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
Убедитесь, что используемый контейнер достаточно широк и глубок для того, чтобы в находящийся в нем раствор распечатка погружалась полностью. Заполните контейнер соответствующим количество растворителя – будьте осторожны, старайтесь не брызгать. Как и для сглаживания парами, для сглаживания погружением распечаток из ABS можно использовать ацетон, его легко найти в магазине, а для PLA – Дихлорметан, он также хорошо справляется с ABS, HIPS, SBS, PETG и многими другими материалами. PLA довольно стоек к сглаживанию растворителем, так что может понадобиться несколько заходов, чтобы добиться желаемого результата. Подготовьте распечатку к погружению, ввинтив ей в незаметное место крючок или винтик с проушиной. Проденьте в проушину или обмотайте вокруг винтика проволоку так, чтобы распечатку можно было погружать в растворитель. Если проволока слишком тонкая, она не сможет противостоять действующей на распечатку выталкивающей силе, и погружать объект будет непросто.
Заполните контейнер соответствующим количество растворителя – будьте осторожны, старайтесь не брызгать. Как и для сглаживания парами, для сглаживания погружением распечаток из ABS можно использовать ацетон, его легко найти в магазине, а для PLA – Дихлорметан, он также хорошо справляется с ABS, HIPS, SBS, PETG и многими другими материалами. PLA довольно стоек к сглаживанию растворителем, так что может понадобиться несколько заходов, чтобы добиться желаемого результата. Подготовьте распечатку к погружению, ввинтив ей в незаметное место крючок или винтик с проушиной. Проденьте в проушину или обмотайте вокруг винтика проволоку так, чтобы распечатку можно было погружать в растворитель. Если проволока слишком тонкая, она не сможет противостоять действующей на распечатку выталкивающей силе, и погружать объект будет непросто.
После того как распечатка подготовлена, с помощью проволоки полностью погрузите ее на несколько секунд в растворитель. Извлеките распечатку и повесьте ее за проволоку в сушилку или на сушильную раму, чтобы растворитель полностью испарился с поверхности. После извлечения распечатку можно осторожно потрясти, чтобы облегчить процесс просушки и убедиться, что растворитель не скопился в углублениях.
После извлечения распечатку можно осторожно потрясти, чтобы облегчить процесс просушки и убедиться, что растворитель не скопился в углублениях.
Профессиональные хитрости
Если после просушки на распечатке появился непрозрачный белесый налет, это можно исправить, некоторое время подержав объект над баней из растворителя, чтобы его пары слегка растворили поверхность. Так можно восстановить исходный цвет распечатки и добиться блестящего внешнего слоя.
Плюсы
- Поверхность распечатки сглаживается значительно быстрее, чем при полировке парами.
- Образуется значительно меньше испарений, чем при других методах полировки растворителем, поэтому данный метод менее опасен.
Минусы
- Поверхность сглаживается очень агрессивно, так что о допусках можно забыть.
- Слишком долгое погружение может привести к полной деформации объекта и значительному изменению свойств материала.

Эпоксидное покрытие
Черная распечатка из ABS, наполовину покрытая эпоксидной смолой, наполовину — не покрытая
Инструментарий
- Двухкомпонентная эпоксидная смола
- Губчатый аппликатор
- Емкость для смешивания
- Наждачная бумага на P1000 или тоньше
|
Доводка |
★ ★ ★ ★ ☆ |
|
Допуски |
★ ☆ ☆ ☆ ☆ |
|
Скорость |
★ ★ ★ ★ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
После того как распечатка зачищена (предварительная зачистка дает лучший конечный результат), тщательно протрите ее тряпочкой. Смешайте смолу и отвердитель в указанной в инструкции пропорции, точно отмеряя все объемы. Процесс отверждения эпоксидной смолы – экзотермический, поэтому следует избегать стеклянных контейнеров и контейнеров из материалов с низкой температурой плавления. Рекомендуется использовать контейнеры, которые специально предназначены для смешивания эпоксидных смол. Неправильное соотношение смолы и отвердителя может привести к увеличению времени отверждения или вообще к тому, что отверждения не произойдет и получится вечно липкая субстанция. Перемешивайте смолу и растворитель, как указано в инструкции, – тщательно, плавными движениями, чтобы свести к минимуму количество воздушных пузырьков, остающихся внутри смеси. Нужно совсем немного эпоксидки, а большинство таких смол работают только в течение 10-15 минут, так что планируйте всё соответственно.
Смешайте смолу и отвердитель в указанной в инструкции пропорции, точно отмеряя все объемы. Процесс отверждения эпоксидной смолы – экзотермический, поэтому следует избегать стеклянных контейнеров и контейнеров из материалов с низкой температурой плавления. Рекомендуется использовать контейнеры, которые специально предназначены для смешивания эпоксидных смол. Неправильное соотношение смолы и отвердителя может привести к увеличению времени отверждения или вообще к тому, что отверждения не произойдет и получится вечно липкая субстанция. Перемешивайте смолу и растворитель, как указано в инструкции, – тщательно, плавными движениями, чтобы свести к минимуму количество воздушных пузырьков, остающихся внутри смеси. Нужно совсем немного эпоксидки, а большинство таких смол работают только в течение 10-15 минут, так что планируйте всё соответственно.
Нанесите губкой-аппликатором первый слой эпоксидной смолы, стараясь избегать ее скопления в углублениях и на мелких деталях. Когда распечатка покрыта достаточно, дайте смоле полностью затвердеть – как написано в прилагаемой к ней инструкции. Одного слоя может оказаться достаточно, но для получения оптимального результата распечатку лучше слегка обработать тонкой шкуркой (на P1000 и более), чтобы ликвидировать все дефекты. Тряпочкой сотрите пыль и так же, как и раньше, нанесите второй слой эпоксидки.
Одного слоя может оказаться достаточно, но для получения оптимального результата распечатку лучше слегка обработать тонкой шкуркой (на P1000 и более), чтобы ликвидировать все дефекты. Тряпочкой сотрите пыль и так же, как и раньше, нанесите второй слой эпоксидки.
Плюсы
- Очень тонкий слой эпоксидной смолы не слишком сильно скажется на допусках (если только распечатка не была предварительно чрезмерно сильно зачищена).
- Вокруг объекта образуется защитная оболочка.
Минусы
- Линии слоев останутся видны, они только будут покрыты гладкой оболочкой.
- Если используется слишком много эпоксидной смолы, она может залить детали и грани, а поверхность может получиться как будто бы жирной.
Напечатанный на FDM-принтере элемент конструкции, никелированный покрытием Repliform по технологии RepliKote
Инструментарий (для работы дома)
- Раствор для гальванизации. Раствор для гальванизации можно получить, смешав соль металла, кислоту и воду, но, если пропорции неточны, а вещества недостаточного высокого качества, на профессиональный результат рассчитывать не приходится. Если купить уже готовый раствор (как в наборах Midas), можно быть уверенным, что проблемы с металлизацией вызваны не раствором.
- Расходуемый анод. Материал анода должен соответствовать металлу раствора: например, если в растворе использован сульфат меди (с водой это медный купорос), то анод должен быть тоже медным. Подойдет любой объект из соответствующего металла (например, медная проволока для покрытия медью), или же можно купить специальные полоски металла для гальванизации.
- Проводящая краска или ацетон с графитом. Для гальванизации поверхность распечатки должна быть электропроводящей, и этого можно добиться с помощью проводящей краски или раствора из равных частей графита и ацетона. Проводящая краска будет работать с любым материалом, а ацетон с графитом – только с ABS.
- Силовой выпрямитель. В качестве этого элемента можно использовать простую батарейку, только она будет не так эффективна и не даст достаточно быстрого результата, чем собственно выпрямитель (тока бытовой сети). Выпрямитель более безопасен в том смысле, что его можно просто выключить и таким образом перекрыть ток в процессе гальванизации.
- Проводящий винтик или крючок с проушиной
- Непроводящая емкость
- Контакты
- Непроводящие перчатки и защитные очки. Растворы для гальванизации кислотные, при попадании их в глаза можно получить травму, так что надевать очки очень важно. Растворы также раздражают кожу и проводят электрический ток, поэтому нужны изолирующие перчатки.
 Раствор для гальванизации можно получить, смешав соль металла, кислоту и воду, но, если пропорции неточны, а вещества недостаточного высокого качества, на профессиональный результат рассчитывать не приходится. Если купить уже готовый раствор (как в наборах Midas), можно быть уверенным, что проблемы с металлизацией вызваны не раствором.
Раствор для гальванизации можно получить, смешав соль металла, кислоту и воду, но, если пропорции неточны, а вещества недостаточного высокого качества, на профессиональный результат рассчитывать не приходится. Если купить уже готовый раствор (как в наборах Midas), можно быть уверенным, что проблемы с металлизацией вызваны не раствором.
|
Доводка |
★ ★ ★ ★ ☆ |
|
Допуски |
★ ★ ★ ☆ ☆ |
|
Скорость |
★ ★ ★ ★ ☆ |
|
Подойдет для |
всех термопластиков FDM |
Процесс
Металлизацию в результате гальванизации (гальваностегию) можно проводить дома или в профессиональной мастерской. Чтобы все сделать правильно, нужно хорошо разбираться в материалах, в том, что собственно происходит, – и в домашних условиях эти возможности обычно ограничены. Чтобы добиться отличного качества поверхности и иметь более широкие возможности металлизации, включая хромирование, лучше всего воспользоваться услугами профессиональных мастерских. Ниже в качестве примера будет описан процесс гальванизации медью.
Чтобы все сделать правильно, нужно хорошо разбираться в материалах, в том, что собственно происходит, – и в домашних условиях эти возможности обычно ограничены. Чтобы добиться отличного качества поверхности и иметь более широкие возможности металлизации, включая хромирование, лучше всего воспользоваться услугами профессиональных мастерских. Ниже в качестве примера будет описан процесс гальванизации медью.
В домашних условиях можно выполнить гальванизацию медью или никелем, и такое покрытие послужит затем основой для гальванизации другими металлами. Критически важным является то обстоятельство, чтобы поверхность распечатки перед ее гальванизацией была максимально гладкой. Любые неровности и линии слоев будут в результате процесса усилены. Подготовьте ошкуренный и почищенный объект к металлизации, покрыв пластик тонким слоем высококачественной проводящей краски или раствором графита и ацетона, если речь идет о распечатке из ABS. Дайте проводящему покрытию полностью высохнуть, при необходимости зачистите его, чтобы поверхность была гладкой. На этом этапе исключительно важно не прикасаться к распечатке голыми руками или надеть перчатки, потому что потожировые отпечатки на объекте непременно повлияют на качество гальванизации.
На этом этапе исключительно важно не прикасаться к распечатке голыми руками или надеть перчатки, потому что потожировые отпечатки на объекте непременно повлияют на качество гальванизации.
Вставьте винтик или крючок с проушиной в незаметное на распечатке место и соедините его с минусовым контактом выпрямителя. Это будет катод. Медный анод соедините с плюсовым контактом выпрямителя. Заполните емкость достаточным количеством раствора для медной гальванизации так, чтобы распечатка оказалась потом полностью им покрыта. Погрузите анод в емкость и включите питание. После того как выпрямитель включен, погрузите распечатку в емкость, убедившись, что она нигде не касается анода. Осторожно! Когда объект уже в ванночке, система гальванизации активна, и контакт с раствором, катодом или анодом может быть травмоопасен. Выставите напряжение на выпрямителе в 1-3 Вольта, и процесс пойдет до полной металлизации. Чтобы всё ускорить, напряжение можно и увеличить, но не более чем до 5 Вольт. Когда на распечатке осадилось достаточное количество металла, просто отключите питание и высушите объект полотенцами из микрофибры. Когда он станет сухим, покройте объект лаком, чтобы защитить его от коррозии.
Когда на распечатке осадилось достаточное количество металла, просто отключите питание и высушите объект полотенцами из микрофибры. Когда он станет сухим, покройте объект лаком, чтобы защитить его от коррозии.
Плюсы
- Металлизированная оболочка увеличивает прочность пластиковых распечаток, что значительно расширяет сферы их применения.
- При правильной гальванизации металлическое покрытие получается очень тонким, так что допуски в целом выдерживаются.
- Поверхность (опять же, если все было правильно) получается великолепной, никто и не подумает, что объект напечатан на 3D-принтере.
Минусы
- В целом, чтобы получить профессиональный результат – очень дорого. Профессиональная гальванизация в домашних условиях требует изрядного количества оборудования.
- Гальванизация в домашних условиях при несоблюдении техники безопасности чревата травмами.
Организация обеспечила подготовку сотрудников и предоставила оборудование для укрепления базы четырех общинных радиостанций в [. ..] ..]Карибском бассейне («Roоts FM», Ямайка; «Radio […] Paiwomak», Гайана; «Radio em ba Mango», Доминика; «Radio […]Muye», Суринам). unesdoc.unesco.org |
The Organization also provided training and equipment to reinforce the capacity of four community radio […]stations in the Caribbean (Roots FM, Jamaica; Radio Paiwomak, Guyana; […] Radio em ba Mango, Dominica; and Radio Muye, […]Suriname). unesdoc.unesco.org |
| RFLQ_S007BA Расчет ликвидности: […] перенести фактические данные в нов. бизнес-сферу . enjoyops.de enjoyops.de |
RFLQ_S007BA Liquidity Calculation: […] Transfer Actual Data to New Business Area . enjoyops.de enjoyops.de |
| RM06BA00 Просмотр списка заявок . enjoyops.de enjoyops.de |
RM06BA00 List Display of Purchase Requisitions . enjoyops.de enjoyops.de |
Чтобы привести автомобиль в боевую готовность и показать силу были использованы 3-дюймовые навесы и особые […]колеса матового черного цвета, а также […] грязевые шины М/Т BF Goodrich, был добавлен […]большой передний кенгурятник, ограничительная […]планка и багажник на крыше. ms-auto.co.jp |
To be fully armed and show the impact, 3 inch lift ups and […]special mat black wheel and BF Goodrich […] mud terrain tires, large front grill guard [. ..] ..]and tail guard and roof racks are added. ms-auto.co.jp |
Еще одним из популярных туристических мест в 2010 […] году будет, согласно BA, Стамбул в Турции.tourism-review.ru |
Among other popular destinations for 2010 will be, […] according to the BA, Istanbul in Turkey.tourism-review.com |
Мы также добавили черные боковые пороги, 2-дюймовый […]навес, эксклюзивные колеса черного цвета и всесезонные […] грязевые шины BF Goodrich для придания […]более неустрашимого вида. ms-auto.co.jp |
We also added black side tube step, 2 inch lift up, exclusive black color […] wheel and BF Goodrich mud terrain tire […]to make it with a look of fearless determination. ms-auto.co.jp |
Поскольку пропорциональная […] счетная трубка BF3 будет реагировать […]только на термальные нейтроны, полиэтиленовый модератор, […]который замедляет случайные быстрые нейтроны до термальных энергий, окружает нейтронно чувствительную трубу. ru.flukebiomedical.com |
Since the BF3 proportional counter […] tube will only respond to thermal neutrons, a polyethylene moderator, which slows the […]incident fast neutrons to thermal energies, surrounds the neutron sensitive tube. flukebiomedical.com |
Рейтинг финансовой устойчивости […] «D-» (что отображает Ba3 по BCA оценке) присвоен […]Ардшининвестбанку как одному из крупнейших […]банков Армении (будучи вторым банком в Армении по величине активов с долей рынка в 12,2% в 2007 году, Ардшининвестбанк в марте 2008 года стал лидером по этому показателю), широкой филиальной сетью, хорошими финансовыми показателями, особенно – растущей рентабельностью, высокой капитализацией и показателями эффективности выше среднего в контексте армянского рынка. ashib.am |
According to Moody’s, ASHIB’s «D-» BFSR — which maps to a Baseline […] Credit Assessment of Ba3 – derives from its […]good franchise as one of Armenia’s largest […]banks (ranking second in terms of assets with a 12.2% market share as at YE2007 — reportedly moving up to first place by March 2008) and good financial metrics, particularly, buoyant profitability, solid capitalisation and above-average efficiency ratios, within the Armenian context. ashib.am |
SF1605x400 обработанной винт мяч […] шариковинтовая SF типа обрабатываемой в соответствии с BK12 и BF/FF12 опор ШВП.zappautomation.co.uk |
The SF1605x400 machined ball screw is […] the SF type ballscrew machined to fit the BK12 and BF/FF12 ballscrew supports. zappautomation.co.uk |
В настоящий момент компания […] […] Promwad работает над системой видео наблюдения и регистрации с использованием стандарта сжатия изображения JPEG2000 на базе кодека ADV212/202 и двухъядерного процессора Blackfin BF561.promwad.com |
Currently Promwad Company develops a video surveillance and recording system using JPEG2000 image compression standard based on ADV212/202 codec and Blackfin BF561 duo core processor. promwad.com |
Если заготовка имеет важное значение в стране, то […]составителям кадастров рекомендуется использовать национальные […] данные по заготовкам или вывести значение BF по конкретной стране.ipcc-nggip.iges.or.jp |
If logging is significant in the […] country, the inventory compilers are encouraged to use national [. ..] ..]harvest data or derive country-specific BF values. ipcc-nggip.iges.or.jp |
I. Общие сведения о Шанхае должен достичь Фан-Ко, […] дизайн и производство BF VAV низким шасси шум […]ветра предназначены для вентилятора выхлопных […]устройств для удовлетворения оперативных потребностей различных рабочих условиях, он имеет небольшой размер, легкий вес, красивый внешний вид, низкий уровень шума, простота в обслуживании. ru.shyngda.com |
I. Overview of Shanghai should reach a Fan Co., the design and […] production of the BF VAV low noise wind chassis […]designed for the blower exhaust devices […]to meet the operational requirements of different working conditions, it has a small size, light weight, beautiful appearance, low noise, easy maintenance. en. |
В январе 2009 года, в рамках ежегодного пересмотра кредитных рейтингов, рейтинговой агентство Moody’s […]подтвердило […] присвоенный в 2007 году международный кредитный рейтинг на уровне Ba3 / Прогноз «Стабильный» и рейтинг по национальной шкале […]Aa3.ru, что свидетельствует […]о стабильном финансовом положении ОГК-1. ogk1.com |
In January 2009 as part of annual revising of credit ratings, the international rating agency Moody’s […]confirmed the international […] credit rating at the level Ba3 with Stable outlook attributed in 2007 and the national scale rating Aa3.ru, which is […]an evidence of OGK-1’s stable financial position. ogk1.com |
На устройствах РПН с числом переключений более чем 15. рекомендуем применять маслофильтровальную установку OF100 (инструкция по […] эксплуатации BA 018) с бумажными […]сменными фильтрами. highvolt.de |
If the number of on-load tap-changer operations per year […]is 15,000 or higher, we recommend the use of […] our stationary oil filter unit OF […]100 with a paper filter insert (see Operating Instructions BA 018). highvolt.de |
В нашем […] каталоге Вы найдете описание всех преимуществ, технических характеристик и номера деталей соединений SPH/BA.staubli.com |
Discover all the advantages, technical features and part numbers of the SPH/BA couplings in our catalog. staubli.com |
На грузовики могут устанавливаться зарубежные [. ..] ..]дизели Perkins мощностью 65 л.с. (базовый […] двигатель) и Deutz BF 04L 2011 мощностью […]79 л.с. или отечественный владимирский […]ВМТЗ Д-130Т мощностью 65 л.с. Приводы от валов отбора мощности спереди и сзади позволяют навешивать различное дополнительное оборудование. trucksplanet.com |
The trucks can be equipped with foreign […]Perkins 65 hp diesel (Base engine) and Deutz BF 04L 2011 with […] an output of 79 hp or domestic VMTZ D-130T […]developes 65 hp. trucksplanet.com |
Наряду со страхованием кредита на инвестиции мы наше предложение расширили на два следующих страховых продукта для страхования […]просроченных задолженностей по экспортным […] поставочным кредитам (вид Bf и Cf), которые позволяют [. ..] ..]банкам откупать экспортные задолженности […]без регресса на экспортера. egap.cz |
Simultaneously with insurance of a credit for the financing of investments, we extended our offer by two other insurance products for […]insurance of ceded receivables from export […] supplier credits (types Bf and Cf) which enable […]banks to purchase export receivables […]without recourse against the exporter. egap.cz |
Оборот […] компании Manitou BF, специализирующейся […]только на подъемных машинах, превысил миллиард евро (более 15 миллиардов […]эстонских крон) в год. intrac.ee |
The turnover of Manitou BF, who is focused […] only on lifting machines, is over one milliard euro (more than 15 milliard Estonian kroons ) a year. intrac.ee |
| Для учета коры в изымаемой при заготовке древесине необходимо использовать «долю коры в заготовленной древесине» (BF). ipcc-nggip.iges.or.jp |
Bark fraction in harvested wood (BF) should be 4.33 applied to account for bark in wood removals with harvest. ipcc-nggip.iges.or.jp |
| Параметр “bf” содержит файл, который […] клиент должен получить по TFTP; подробности смотрите в Разд. 4.5.4. debian.org |
The “bf” option specifies the […] file a client should retrieve via TFTP; see Section 4.5.4 for more details. debian.org |
Запросы и бронирования, связанные с Вознаграждениями (включая Вознаграждения от Компаний-партнеров) можно сделать на сайте ba.com или в местном сервисном центре Участника в соответствии с процедурой оформления Вознаграждений, которая может время от времени быть в силе, как указано на сайте ba. com. com.britishairways.com |
Requests and bookings relating to Rewards (including Service Partner Rewards) may be made online at ba.com or through the Member’s local service centre in accordance with such procedures that may be in force from time to time for the issue of Rewards, as set out on ba.com. britishairways.com |
Быстроразъемные […] соединения SPH/BA с защитой от […]утечек при разъединении и быстроразъемные полнопоточные соединения DMR для […]систем охлаждения: масляных систем и систем вода/гликоль. staubli.com |
SPH/BA clean break and DMR full […] flow quick release couplings for cooling applications such as oil and water glycol connections. staubli.com |
Компания также поставляет систему шасси для первого в мире гражданского конвертоплана «Tiltrotor» [. ..]
[…]
(воздушного судна, оснащённого поворотными несущими винтами): Messier-Bugatti-Dowty поставляет оборудование для BA609 фирмы Bell/Agusta Aerospace, летательного аппарата, сочетающего в себе скорость и дальность самолёта с маневренностью […]
[…] ..]
[…]
(воздушного судна, оснащённого поворотными несущими винтами): Messier-Bugatti-Dowty поставляет оборудование для BA609 фирмы Bell/Agusta Aerospace, летательного аппарата, сочетающего в себе скорость и дальность самолёта с маневренностью […]
[…]вертикально взлетающего вертолёта. safran.ru |
It also supplies the landing gear for the Bell/Agusta Aerospace BA609, the world’s first civilian tilt-rotor aircraft, combining the flexibility of vertical flight with the speed and range of a conventional aircraft. safran.ru |
Если бы Володя Малахов, до этого очень здорово […] игравший ту партию, пошел Bf5 c Ефименко, то мы […]бы выиграли тот матч, вышли на чистое первое […]место, и, что очень важно, поменялись бы с украинцами местами психологически. crestbook.com |
If Volodya Malakhov, who had played that game extremely well until [. ..]
then, had gone for Bf5 against Efimenko […]then we’d have won the match, moved into […]clear first place and, very importantly, switched places with the Ukrainians psychologically. crestbook.com |
Изъятие древесины (L древ.-изъятия ) рассчитывается с помощью уравнения 2.12 из главы 2, товарные круглые лесоматериалы с корой (H), коэффициент преобразования и […]разрастания биомассы (BCEF ), доля […] коры в заготовленной древесине (BF), отношение подземной биомассы […]к надземной биомассе (R), доля […]углерода в сухом веществе (CF) и табличные данные по умолчанию, раздел 4.5. ipcc-nggip.iges.or.jp |
Wood removal (L wood-removals ) is calculated with Equation 2.12, Chapter 2, merchantable round wood over bark (H), biomass conversion expansion factor (BCEF ), bark [. ..] ..]fraction in harvested wood […] (BF), below-ground biomass to above-ground biomass ratio (R), carbon […]fraction of dry matter (CF) […]and default tables, Section 4.5. ipcc-nggip.iges.or.jp |
В Институте агротехники и животноводства Баварского земельного управления сельского хозяйства вот уже много лет […]используются инкубаторы с принудительной […] циркуляцией воздуха серии BF от BINDER, благодаря […]которым качество исследований остается […]неизменном высоким. binder-world.com |
At the Institute for Agricultural Engineering and Animal Husbandry at the Bavarian State Research Center for Agriculture, […]incubators with mechanical convection of the BF […] series from BINDER have supported the consistently [. ..] ..]high quality of research for many years. binder-world.com |
влажность,W; —коэффициент биоразложения отходов на стадии […] полного метаногенеза Bf (зависит от морфологического […]состава биоразлагаемой части ТБО). ogbus.com |
factor of biodecomposition of waste products at the stage of complete […] formation of methane Bf (depends on morphological […]structure of biodecomposing part of MSW). ogbus.ru |
Хотя […] Me.410 превосходил Bf.110 по лётно-техническим […]характеристикам, прежде всего по скорости и дальности полёта, но всё […]же уступал ему в универсальности применения. warthunder.com |
Although the Me.410 was [. ..]
superior to the Bf 110 in its performance […] ..]
superior to the Bf 110 in its performance […]characteristics, most of all in its speed and flight range, […]it was inferior as far as versatility was concerned. warthunder.com |
Она весит 13 т и может перевозить до 2 т […]груза с помощью установленного […] дизельного двигателя Deutz BF 6L 913 мощностью 160 […]л.с. или GM 4-53T мощностью 175 л.с. Колеса […]амфибии имеют диаметр 2.96 м и ширину 1.5 м. Скорость на суше 8 км/ч, на воде — 5 км/ч. На палубу амфибии может приземляться небольшой вертолет, а чтобы амфибия не перевернулась от воздушных потоков, создаваемых лопастями вертолета, предусмотрена система 4х якорей, фиксирующих VARF. trucksplanet.com |
Weighing a total of 13 t, 2 t payload, it was powered by a […] Deutz BF 6L 913 160 hp or GM 4-53T 175 hp engine [. ..] ..]with wheels of 2.96 m diameter and […]1.5 m wide. Speed of 8 km / h on land and 5 in water. trucksplanet.com |



 shyngda.com
shyngda.com 000 в год мы
000 в год мы
Постобработка цифровых рентгенограмм в практике рентгенолога | Камышанская
1. Прэтт У. Цифровая обработка изображений. В 2-х книгах. Книга 2. М.: Мир, 1982. 480 с.
2. Зеликман М.И. Теория, исследование и разработка методов и аппаратно- программных средств медицинской цифровой рентгенографии: Автореф. дисс. …. д-ра техн. наук. М., 2001. 31 с.
3. Архипов А.Е., Дегтярев С.В., Садыков С.С., Середа С.Н., Титов В.С. Методы цифровой обработки изображений: Учебное пособие. В 3-х частях. Часть 2. Курск: КГТУ, 2002; 118 с.
4. Гуржиев А.Н., Гуржиев С.Н., Кострицкий А.В. Отображение цифрового рентгеновского снимка на экране компьютера: проблемы и пути их решения. Радиология-практика. 2003; 3: 52–55.
Гуржиев А.Н., Гуржиев С.Н., Кострицкий А.В. Отображение цифрового рентгеновского снимка на экране компьютера: проблемы и пути их решения. Радиология-практика. 2003; 3: 52–55.
5. Гонсалес Р., Вудс Р. Цифровая обработка изображений. М.: Техносфера, 2005. 1072 с.
6. Белова И.Б., Китаев В.М. Малодозовая цифровая рент генография. Орел: Труд, 2001. 164 с.
7. Степанова Е.А. Система цифровой радиографии CR в традиционных рентгенологических исследованиях по материалам МОНИКИ. Вестник рентгенологии и радиологии. 2005; 5: 25–35.
8. Портной Л.М., Вяткина Е.И., Фадиев А.В., Заботин В.М. Место цифровой флюорографии (ЦРФ) в выявлении легочной патологии в условиях практического здравоохранения РФ. Вестник рентгенологии и радиологии. 2003; 3: 4–12.
Вестник рентгенологии и радиологии. 2003; 3: 4–12.
9. Vuylsteke P., Schoeters E., Agfa-Gevaert N.V., Mortsel B. Image processing in computed radiography. DGZfP proceedings BB 67-CD. 1999; 16: 87–101.
10. Prokop M., Neitzel U., Schaefer-Prokop C. Principles of image processing in digital chest radiography. J. Thor. Imag. 2003; 18: 148–164.
11. Koenker R. Improved conspicuity of key X-ray findings using advanced post-processing techniques: clinical examples. MEDICA MUNDI. 2005; 49 (3): 4–11.
12. Redlich U., Hoeschen C., Doehring W. Assessment and Optimization of the Image Quality of Chest-Radiography Systems. Radiat. Prot. Dosimetry. 2005; 114 (1–3): 264–268.
13. Lо W.Y., Puchalski S.M. Digital image processing. Veterinary Radiol. Ultrasound. 2008; 49 (1): 42–47.
Lо W.Y., Puchalski S.M. Digital image processing. Veterinary Radiol. Ultrasound. 2008; 49 (1): 42–47.
Обработка пластика для 3D принтера. Постобработка пластика после 3D печати ABS, PLA, Nylon, Petg
Содержание:
- Постобработка деталей, напечатанных по технологии FDM
- Удаление поддержек
- Удаление растворимых поддержек при печати 3D принтера с двумя экструдерами
- Шлифование пластиковых 3D-печатных изделий
- Применение Ацетона при обработке ABS пластика
- Заполнение неровностей в изделиях из ABS пластика
- Полировка изделий из ABS/PLA
- Грунтовка и покраска 3D-печатных изделий
- Ацетоновые бани для изделий из ABS пластика
- Ванны с химическими растворителями
- Использование эпоксидной смолы для обработки отпечатков
Всем привет, Друзья! С Вами 3DTool!
При помощи FDM 3D печати можно быстро и экономично изготавливать пластиковые детали любой геометрической формы. На готовых деталях визуально видны линии слоёв, по которым они печатались, что делает постобработку важным моментом, если требуется гладкая поверхность. Некоторые методы постобработки также могут повысить прочность готовых изделий, помогая уменьшить их анизотропные свойства.
На готовых деталях визуально видны линии слоёв, по которым они печатались, что делает постобработку важным моментом, если требуется гладкая поверхность. Некоторые методы постобработки также могут повысить прочность готовых изделий, помогая уменьшить их анизотропные свойства.
В этой статье будут обсуждаться наиболее распространенные методы постобработки в FDM 3D печати.
Каталог FDM 3D принтеров
Постобработка деталей, напечатанных по технологии FDM
На данном рисунке выше (слева-направо) изображены детали с выполненной постобработкой FDM:
- заполнение зазоров
- необработанная
- шлифованная
- полированная
- окрашенная
- покрытая эпоксидной смолой
Удаление поддержек
Удаление поддержек, как правило, является первым этапом постобработки для любых технологий 3D-печати, если деталь требует построения поддержек для точного изготовления. Поддержки обычно могут быть разделены на 2 категории: стандартные и растворимые.
Поддержки обычно могут быть разделены на 2 категории: стандартные и растворимые. В отличие от других методов постобработки, обсуждаемых в этой статье, удаление поддержек является обязательным требованием и не приводит к улучшению качества поверхности.
Удаление поддержек механическихм способом, необходимо при печати 3D принтером с одним экструдером (например PICASO Designer X, Hercules 2018, Zenit, Prusa i3 Steel Bizon) При использовании 3D-принтеров с двумя экструдерами, как правило, поддерживающая часть изделия изготавливается из специальных растворимых материалов.
Каталог 3D принтеров с двумя экструдерами
Слева-направо. Оригинальная печать с поддержкой, плохое удаление поддержки и качественное удаление поддержки.
Инструменты и материалы, которые вам понадобится для данной работы:- Плоскогубцы
- Набор с мелкими инструментами (например набор часовщика).

Процесс удаления поддержек: материал подложки, как правило, может быть удален с готовой модели без особых усилий. Очистка же материала подложки в труднодоступных местах (например, в отверстиях) может быть произведена при помощи шила и плоскогубцев. Правильно расположенные опорные конструкции и правильная ориентация печати могут значительно снизить влияние материала поддержки на эстетику конечного результата.
Плюсы
- Общая геометрия детали не изменяется
- Быстро по времени
Минусы
- Не удаляются видимые линии слоя, полосы или пятна на поверхности печати
- Если опорные конструкции оставляют после себя лишний материал или следы, точность и внешний вид детали уменьшится
Удаление растворимых поддержек при печати 3D принтера с двумя экструдерами
Как мы уже сказали ранее, удаление поддержек, напечатанных из растворимых материалов происходит иначе, нежели ручным, механическим способом, поэтому использование 2х и более экструдерных принтеров предпочтительнее.
 (например PICASO Designer X PRO, Raise3D PRO2)
(например PICASO Designer X PRO, Raise3D PRO2)Каталог 3D принтеров с двумя экструдерами
Инструменты и материалы, которые вам понадобится для данной работы:
- Безопасный для растворителя контейнер
- Растворитель
- Ультразвуковой очиститель (опционально)
Процесс: итоговая модель помещается в ванну с соответствующим растворителем (например для PVA пластика это будет обычная вода, для материала HIPS это будет D-лимонен), пока материал поддержки не растворится. Поддержка обычно печатается при помощи:
- HIPS (в связке с ABS)
- PVA (в связке с PLA)
Стеклянные контейнеры для хранения, например банки — отличные сосуды для растворения с лимоненом. Для растворения в воде подойдет любой не пористый контейнер. Для отпечатков с применением HIPS/ABS ванна с соотношением — лимонена и изопропилового спирта в соотношении 1:1 очень хорошо работает для быстрого удаления поддержек.
 Многие другие вспомогательные материалы, такие как PVA (используется с PLA) растворяются в воде.
Многие другие вспомогательные материалы, такие как PVA (используется с PLA) растворяются в воде.Полезный совет: ускорьте время растворения материала поддержки, используя ультразвуковой ванну и меняя раствор, как только он станет насыщенным растворенным в себе пластиком. Использование теплого (не горячего) растворителя также ускорит время растворения, если ультразвукового очистителя у вас нет в наличии.
Каталог ультразвуковых ванн
Плюсы
- Отлично подходит для сложных геометрий, где стандартное удаление поддержки было бы невозможно без порчи базовой модели.
- В результате получается гладкая поверхность, на которой конструкция поддержки находится в контакте с базовой деталью.
- Неправильное растворение материала может привести к обесцвечиванию и деформации детали целиком.
- Не удаляет видимые линии слоя, полосы или пятна на поверхности детали
- Может привести к появлению небольших пятен или отверстий в конечном отпечатке, если растворимый материал попал на объект во время печати
Шлифование пластиковых 3D-печатных изделий
Отшлифованная деталь из коричневого ABS пластика
Инструменты и материалы, которые вам понадобится для данной работы:
- Наждачная бумага с зернистостью до 1000
- Ветошь
- Зубная щетка
- Мыло
- Маска для лица
Процесс шлифовки: после удаления или растворения поддержек, можно выполнить шлифовку, чтобы сгладить деталь и удалить любые видимые пятна или следы поддержек.
 Начальная зернистость наждачной бумаги зависит от высоты слоя и качества печати.
Начальная зернистость наждачной бумаги зависит от высоты слоя и качества печати. Для слоев высотой от 0,2 мм и меньше или в случае, если после печати не осталось пятен на детали, шлифование можно начинать с зернистости бумаги — 150.
Если имеются явные пятна или объект был напечатан на высоте слоя 0,3 мм или больше, начните шлифование с зернистостью бумаги 100.
Рекомендуется смачивать абразив от начала до конца, чтобы предотвратить повреждение детали от трения и нагрева, ну и сохранить наждачную бумагу в чистоте. Отпечаток должен быть очищен с помощью зубной щетки в мыльной воде, а затем ветошью, между градациями шлифования, чтобы предотвратить накопление пыли и «спекание». Ваши FDM детали можно шлифовать вплоть до зернистости в 5000, для достижения блестящей поверхности детали.
Полезный совет:
Всегда шлифуйте небольшими круговыми движениями равномерно по всей поверхности детали. Конечно более удобно шлифовать перпендикулярно или даже параллельно слоям печати, но это может привести к образованию углублений на модели. Если деталь обесцвечивается или если после шлифовки остаётся много мелких царапин, можно использовать промышленный фен. При помощи него, вы осторожно нагреваете деталь, тем самым поверхность немного размягчится и видимые ненужные дефекты ослабнут, либо вовсе исчезнут.
Если деталь обесцвечивается или если после шлифовки остаётся много мелких царапин, можно использовать промышленный фен. При помощи него, вы осторожно нагреваете деталь, тем самым поверхность немного размягчится и видимые ненужные дефекты ослабнут, либо вовсе исчезнут.
Плюсы
- При этом способе, вы получаете чрезвычайно гладкую поверхность
- Данный способ облегчает дополнительную постобработку (такую как покраска, полировка, или эпоксидное покрытие)
- Не рекомендуется для отпечатков с тонкой стенкой, т.к. это может привести к повреждению детали
- Сложно для поверхностей с непростой геометрией и мелкими деталями
- Может повлиять на общую точность печати, если шлифование выполняется слишком агрессивно и удаляется слишком много материала
Применение Ацетона при обработке ABS пластика
Две белые печатные половинки из АБС, соединенные ацетоном с разбавленным в нем пластиком.
Инструменты и материалы, которые вам понадобится для данной работы:
- Ацетон
- Ватные палочки или кисть
Полезный совет: увеличение площади поверхности контакта с ацетоном — увеличит прочность шва. Это можно сделать, включив в конструкцию блочные соединения.
Плюсы
- Ацетон не изменит цвет поверхности детали так, как другие клеи
- После высыхания шов будет проявлять свойства ABS, делая дальнейшую обработку более простой и однородной
- Соединение, образованное такой холодной сваркой не такое прочное, как цельный оттиск
- Чрезмерное использование ацетона может привести к агрессивному растворению детали и негативно повлиять на конечный результат и допуски
Заполнение неровностей в изделиях из ABS пластика
Модель из серого ABS была с пустотами, после шлифования. Поверхность стала гладкой.
Поверхность стала гладкой.
Инструмент и материалы, которые вам понадобится:
- Эпоксидная смола (только для небольших пустот)
- Автомобильная шпатлевка (для больших пустот и стыковки)
- ABS пластик и ацетон (только для небольших пустот и только для деталей из ABS)
Шпатлевка даёт превосходный результат, и может быть легко отшлифована и окрашена после полного затвердевания. Соединение получится прочное, и не ослабит пластик.
 Наоборот, части, соединенные автошпатлевкой, имеют тенденцию быть более прочными, чем родной пластик.
Наоборот, части, соединенные автошпатлевкой, имеют тенденцию быть более прочными, чем родной пластик.Пробелы в печати ABS пластиком также можно заполнить, создав суспензию из нити АБС и ацетона (ABS сок или ABS juice) , которая химически реагирует с деталью и проникает в любые пустоты на поверхности. Рекомендуется соотношение 1 к 2 между ABS и ацетоном. Этот метод не окажет существенного влияния на чистоту поверхности вокруг зазора при правильном применении.
Полезный совет: если на FDM детали перед шлифовкой видны зазоры, заполните их эпоксидной смолой, а затем отшлифуйте один раз до высыхания. Это значительно сократит общее время, необходимое для достижения гладкой поверхности.
Плюсы
- Эпоксидные смолы легко шлифуются и загрунтовываются, что делает поверхность лёгкой для покраски
- ABS juice будет того же цвета, что и ваша деталь, при условии, что используется один и тот же филамент по цвету и производителю. Поэтому не будет обесцвечивания поверхности
- Авто шпатлевка или другая полиэфирная эпоксидная смола высохнет непрозрачно, что приведет к обесцвеченным пятнам на отпечатке
- Требует дополнительного шлифования для достижения равномерного покрытия
- Может повлиять на общую точность печати, если шлифование выполняется слишком агрессивно и удаляется слишком много материала
Полировка изделий из ABS и PLA
Каталог пластиков ABS
Каталог пластиков PLA
Инструмент и материалы, которые вам понадобится- Полироль
- Наждачная бумага
- Нетканная салфетка
- Зубная щетка
- Тряпка из микрофибры или полировальный круг
После того, как деталь отшлифована до зернистости в 1000, вытрите излишки пыли с модели «Нетканной» салфеткой, затем почистите его в ванне с теплой водой с помощью зубной щетки. Дайте детали полностью высохнуть и отшлифуйте её с помощью полировального круга, или вручную с помощью ткани из микрофибры и полироли для ювелирных изделий, разработанная специально для пластика и синтетики, которая обеспечивает длительный блеск поверхности.
Другие пластиковые полироли, например, для автомобильных фар, работают по тому же принципу, но некоторые могут содержать химические вещества, которые способны повредить исходный материал.
Полезный совет: для полировки мелких деталей прикрепите полировочный круг к бор-машинке с переменной скоростью (или другому вращающемуся инструменту, например, дрели). Настольные шлифовальные машины, оснащенные полирующим кругом, можно использовать для более крупных и прочных отпечатков, но главное, не полируйте слишком долго на одном и том же месте. Это может вызвать расплавление пластика из-за трения.
Это может вызвать расплавление пластика из-за трения.
Плюсы
- Полировка применяется без использования каких-либо растворителей, которые могут деформировать деталь и изменить допуски по точности исполнения.
- При правильной шлифовке и полировке, деталь будет производить впечатление зеркального покрытия, имитирующее литье пластмасс под давлением
- Полироль и очиститель для пластика очень экономичны, что делает этот метод достаточно выгодным для качественной обработки
- Деталь должна быть тщательно отшлифована перед полировкой, если требуется зеркальное покрытие. Это может повлиять на допуски
- Грунтовка/краска могут не прилипать к поверхности после полировки и вам потребуются дополнительные средства
Грунтовка и покраска 3D печатных изделий
Белая деталь PLA, окрашенная спреем в серый цвет
Инструмент и материалы, которые вам понадобится:
- Нетканная салфетка
- Зубная щетка
- Наждачная бумага
- Аэрозольная акриловая грунтовка
- Полировочные средства
- Малярный скотч (только в случае использования нескольких цветов)
- Перчатки и маска-лепесток
 Грунтовка должна быть выполнена в два слоя, используя аэрозольный баллон.
Грунтовка должна быть выполнена в два слоя, используя аэрозольный баллон. Аэрозольная грунтовка, предназначенная для окраски моделей, обеспечит равномерное покрытие и будет достаточно тонкой, чтобы не затемнить деталь до начала окраски.
Толстая грунтовка, например та, которую можно купить в хозяйственном магазине, может слипаться и требовать более значительного шлифования.
Нанесите первый слой короткими быстрыми движениями на расстоянии примерно 15 — 20 см от детали, чтобы избежать образования толстого слоя грунтовки. Дайте грунтовке высохнуть и отшлифуйте все дефекты наждачной бумагой с зернистостью 500. Нанесите последний слой грунтовки легкими быстрыми движениями.
Как только грунтовка завершена, можно начинать покраску. Покраска может быть выполнена акриловыми красками и кистями художника, но использование аэрографа или аэрозоля может придать более гладкую поверхность.
Аэрозольная краска из хозяйственного магазина, как правило, более густая и ее сложнее контролировать, поэтому лучше использовать краски, специально предназначенные для окраски моделей.
Загрунтованная поверхность должна быть отшлифована и отполирована (шлифовальные и полировальные палочки, используемые в маникюрных салонах, идеально подходят для этого применения), а затем очищена с помощью нетканной салфетки.
Закрасьте модель, используя очень легкие слои; первые несколько слоев будут выглядеть полупрозрачными. Как только краска сформирует непрозрачный слой (обычно после 2-4 слоев), дайте модели просохнуть в течение 30 минут, чтобы краска смогла закрепиться. Осторожно полируйте слой краски палочками для ногтей.
Многоцветные модели могут быть окрашены с использованием малярного скотча. Как только все слои красок будут готовы, удалите ленту и отполируйте краску, используя бумагу для полировки. Бумага для полировки, такая как 3M или Zona, может быть приобретена различных фракций зернистости. Купить её можно пачкой во многих интернет-магазинах. Она придаст краске блеск, которого другим способом никак не добиться.
Полезный совет: при использовании аэрозольной краски не встряхивайте баллончик! Цель состоит в том, чтобы смешать пигмент или грунтовку, встряхивая пропелленты, приведет к образованию пузырьков в аэрозоле. Вместо этого вращайте банку в течение 2-3 минут. Перемешивающий шарик должен кататься, а не греметь.
Вместо этого вращайте банку в течение 2-3 минут. Перемешивающий шарик должен кататься, а не греметь.
Плюсы
- Профессиональный результат с вниманием к деталям
- Отличный внешнего вид конечного продукта, независимо от материала/цвета, в котором объект был изначально напечатан
- Краска и грунтовка увеличивают объем модели, что приведет к изменению допусков и может вызвать проблемы, если деталь является составной частью сборки
- Приобретение высококачественной аэрозольной краски или аэрографа удовольствие не из дешёвых
Ацетоновые бани для изделий из ABS пластика
Сглаженная черная модель лепестка со сферической поверхностью из ABS пластика после ацетоновой бани.
Инструмент и материалы, которые вам понадобится:
- Нетканная салфетка
- Герметичный контейнер
- Растворитель
- Бумажные полотенца
- Алюминиевая фольга (или другой материал, стойкий к растворителям)
- Маска для лица и химически стойкие перчатки
 Очень важно, чтобы пар не нарушал саму камеру. Камера может быть герметизирована.
Очень важно, чтобы пар не нарушал саму камеру. Камера может быть герметизирована. Рекомендуется использовать стеклянные и металлические контейнеры.
Налейте достаточно растворителя, чтобы увлажнить, но не утопить бумажные полотенца. Это также поможет им прилипать к боковым стенкам контейнера.
Ацетон хорошо известен своими способностями к сглаживанию деталей из ABS пластика. Для PLA сглаживание возможно с различными растворителями , они работают не плохо, но, как правило, с PLA, труднее получить сглаженную поверхность в отличии от ABS.
ВАЖНО! При работе с любым растворителем, пожалуйста, следуйте правилам безопасности для химического вещества и всегда соблюдайте соответствующие меры предосторожности!
Небольшой «плот» из алюминиевой фольги или другого стойкого к растворителям материала, следует поместить в середину контейнера с бумажными полотенцами на подкладке.
Далее, поместите вашу деталь на этот плот (любой стороной, выбранной в качестве дна на плоту), и закройте крышку контейнера.

Полировка паром может длиться по-разному, поэтому периодически проверяйте отпечаток. Для увеличения скорости полировки можно использовать нагревание, но необходимо соблюдать осторожность, чтобы предотвратить накопление потенциально взрывоопасных паров.
При извлечении детали из камеры старайтесь вообще не касаться ее, оставив на плоту и вынув из контейнера. Любые точки соприкосновения, с деталью, будут порождать поверхностные дефекты, поскольку внешняя оболочка будет наполовину растворена. Дайте детали полностью высохнуть перед использованием.
ПРИМЕЧАНИЕ. Многие аэрозольные и/или распыленные растворители являются легковоспламеняющимися/взрывоопасными, а пары растворителей могут быть вредными для здоровья человека. Будьте особенно осторожны при нагревании растворителей и всегда работайте в хорошо проветриваемом помещении.
Плюсы
- Сглаживает множество мелких пятен и уменьшает линии слоев, присутствующие в отпечатке, без какой-либо дополнительной работы
- Создает очень гладкую «оболочку» вокруг детали
- Очень быстрый способ, который можно реализовать за счёт подручных средств
- Не «залечивает» пропуски и не полностью маскирует высоту слоя
- Процесс сглаживания «растворяет» внешнюю оболочку отпечатка, и поэтому это сильно влияет на допуски
- Негативно влияет на прочность отпечатка из-за изменения свойств материала
Ванны с химическими растворителями
Инструмент и материалы, которые вам понадобится:
- Безопасный для растворителя контейнер
- Растворитель
- Крюк или маленький винт
- Проволока
- Сушильный стержень или стойка
- Маска для лица и химически стойкие перчатки
 Заполните контейнер соответствующим количеством растворителя, стараясь свести к минимуму разбрызгивание. Как и в случае сглаживания паром, ацетон должен использоваться для погружения ABS.
Заполните контейнер соответствующим количеством растворителя, стараясь свести к минимуму разбрызгивание. Как и в случае сглаживания паром, ацетон должен использоваться для погружения ABS.PLA достаточно устойчив к растворителям, поэтому для достижения желаемого результата может потребоваться несколько заходов.
Подготовьте деталь к погружению, вкрутив крючок с проушиной или маленький винт в незаметную поверхность отпечатка. Пропустите проволоку через ушко крючка или вокруг винта, чтобы можно было опустить ваша деталь в ванну на проволоке. Если проволока слишком тонкая, вы не сможете утопить деталь в растворитель.
После того, как деталь подготовлена, быстро погрузите весь объект в растворитель не более чем на несколько секунд, используя проволоку. Вытащите отпечаток и закрепите на проволоке над сушильной штангой или стойкой, чтобы растворитель полностью испарился с поверхности. Деталь следует аккуратно встряхнуть после того, как вы её извлечёте, чтобы облегчить высыхание и избежать накапливания растворителя в углублениях на поверхности.
Полезный совет: если после высыхания деталь имеет непрозрачный беловатый цвет, его можно на некоторое время подвешивать над ванной для растворителя, чтобы испаряющиеся пары слегка растворили поверхность. Это восстановит цвет отпечатка и обеспечит глянцевый внешний слой.
Плюсы
- Поверхность печати разглаживается намного быстрее, чем при паровой полировке
- Получается намного меньше паров, чем при других методах полировки растворителем, а это более безопасно
- Очень агрессивно сглаживает поверхность детали, поэтому допуски очень сильно отклонятся от заданных
- Слишком долгое погружение может привести к полной деформации детали и существенному изменению свойств материала
Использование эпоксидной смолы для обработки отпечатков
Деталь отшлифована и покрыта эпоксидной смолой.
Инструмент и материалы, которые вам понадобятся:
- Двухкомпонентная эпоксидная смола (например, XTC-3D)
- Аппликатор пены
- Кисти
- Контейнер для смешивания
- Наждачная бумага с зерном в 1000 или выше

Смешайте подходящее соотношение смолы и отвердителя, как указано в инструкции к смоле. Не ошибитесь в пропорциях. Эпоксидные смолы являются экзотермическими при смешивании, поэтому следует избегать стеклянных контейнеров и контейнеров, состоящих из материалов с низкой температурой плавления.
Рекомендуются контейнеры, специально предназначенные для смешивания эпоксидных смол. Неправильное соотношение увеличит время высыхания, и эпоксидная смола может никогда не сможет отвердеть полностью, что приведет к плачевному результату и деталь будет липкой.
Тщательно смешайте смолу и отвердитель в соответствии с инструкциями. Перемешивайте плавно, дабы минимизировать количество пузырьков воздуха. Чем быстрее высыхает эпоксидка, тем лучше. Большинство эпоксидных смол имеют рабочее время высыхания всего 10-15 минут, поэтому производите работы по постобработке в соответствующем порядке.
Нанесите первый слой эпоксидной смолы, используя пенный аппликатор, и постарайтесь свести к минимуму скопление смолы на утопленных поверхностях или других деталях отпечатка. Как только ваша деталь будет достаточно покрыта смолой, дайте ей полностью отвердеть в соответствии с инструкциями производителя. Одного слоя может быть достаточно, для того чтобы сгладить деталь, но для оптимального внешнего вида, отпечаток должен быть слегка отшлифован тонкой наждачной бумагой (1000 зернистости или выше). Удалите пыль нетканной салфеткой и нанесите второй слой эпоксидной смолы, по той же схеме.
Как только ваша деталь будет достаточно покрыта смолой, дайте ей полностью отвердеть в соответствии с инструкциями производителя. Одного слоя может быть достаточно, для того чтобы сгладить деталь, но для оптимального внешнего вида, отпечаток должен быть слегка отшлифован тонкой наждачной бумагой (1000 зернистости или выше). Удалите пыль нетканной салфеткой и нанесите второй слой эпоксидной смолы, по той же схеме.
Плюсы
- Очень тонкий слой эпоксидной смолы не окажет существенного влияния на допуски детали (если только деталь сперва не была отшлифована)
- Смола обеспечивает внешнюю защитную оболочку вокруг детали
- Линии слоёв все еще будут видны, они находятся под «гладкой» оболочкой
- Применение слишком большого количества эпоксидной смолы может привести к появлению капель на поверхности и излишнему сглаживанию деталей отпечатка
Инструмент и материалы, которые вам понадобится:
- Раствор для гальванической металлизации. Он может быть приготовлен путем смешивания соли металла с кислотой и водой, но, если пропорции не будут точными, будет трудно получить профессиональный результат. Покупка готового решения гарантирует отсутствие проблем с металлизацией.
- Жертвенный анод. Материал анода должен соответствовать металлу раствора для гальванической металлизации, поэтому, если в растворе используется сульфат меди, то следует использовать медный анод. Можно использовать любой предмет, изготовленный из металлического покрытия (например, медную проволоку), или можно приобрести тонкую полоску металлического покрытия, которая предназначена специально для гальваники.
- Проводящая краска или ацетон и графит. Поверхность отпечатка должна быть проводящей для нанесения покрытия, что может быть достигнуто с помощью проводящей краски или раствора 1: 1 графита и ацетона. Проводящая краска подойдет для любого печатного материала, но раствор ацетона и графита будет работать только с ABS пластиком.
- Силовой выпрямитель — вместо выпрямителя можно использовать батарею, но батарея не так эффективна и не будет давать результаты так же быстро и стабильно, как выпрямитель. Выпрямитель также является более безопасным вариантом. Его можно просто отключить, чтобы остановить подачу тока во время гальваники.
- Проводящий винт или ушко
- Непроводящий сосуд
- Свинцовый набор
- Непроводящие перчатки и защитные очки.
 Он может быть приготовлен путем смешивания соли металла с кислотой и водой, но, если пропорции не будут точными, будет трудно получить профессиональный результат. Покупка готового решения гарантирует отсутствие проблем с металлизацией.
Он может быть приготовлен путем смешивания соли металла с кислотой и водой, но, если пропорции не будут точными, будет трудно получить профессиональный результат. Покупка готового решения гарантирует отсутствие проблем с металлизацией.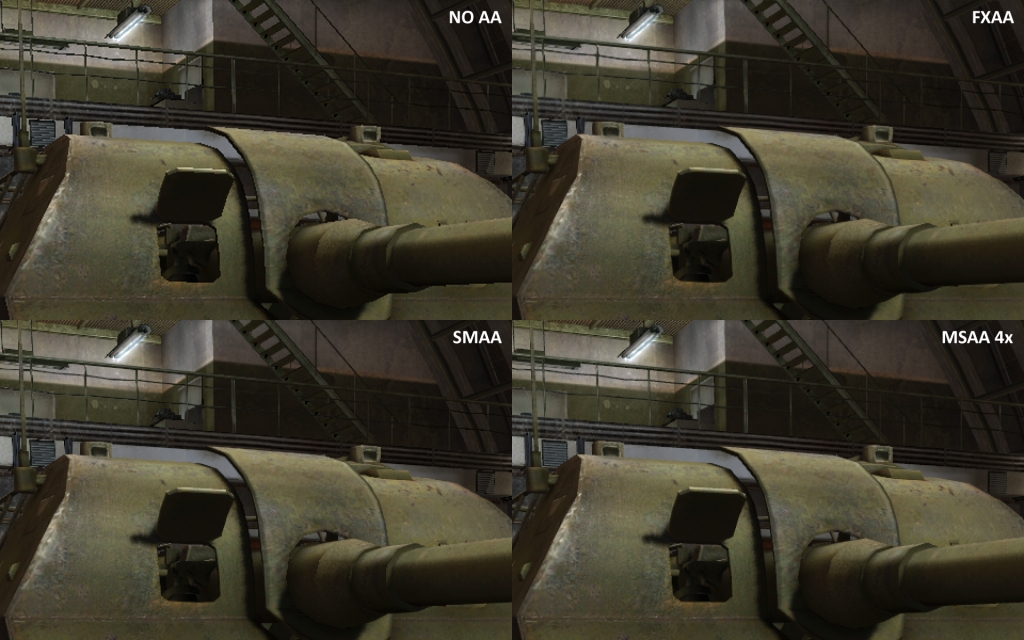
Растворы для электрофореза являются кислотами и могут вызвать повреждение глаз при разбрызгивании, поэтому необходимы соответствующие очки. Также эти растворы могут раздражать кожу и проводить заряд при работе. Поэтому следует всегда использовать непроводящие перчатки.
Процесс обработки: металлическое покрытие может быть сделано с помощью гальваники в домашних условиях или в профессиональной мастерской. Правильная металлизация требует глубокого знания материалов, и то, что вы можете сделать дома, имеет определённые ограничения по сравнению с тем, что можно сделать в профессиональной мастерской.
Для лучшей отделки и более широкого диапазона вариантов покрытия, включая хромирование – мастерская будет самым лучшим вариантом. Для ясности процесс гальванизации с медью будет описан ниже.
Дома гальванизацию можно сделать с использованием пластины меди или никеля. Крайне важно, чтобы поверхность обрабатываемого отпечатка была максимально гладкой перед нанесением покрытия; любые неровности и видимые линии слоёв, начнут выделяться после нанесения покрытия.
Подготовьте очищенный и отшлифованный отпечаток. Покрыв пластик тонким слоем высококачественной проводящей краски или раствора ацетона и графита (если изготовлен из ABS). Дайте электропроводному покрытию полностью высохнуть и при необходимости отшлифуйте, чтобы обеспечить гладкую поверхность. Крайне важно свести к минимуму контакт с отпечатком или надеть перчатки, так как кожное сало на ваших пальцах будет влиять на процесс нанесения покрытия.
Вставьте винт или крючок с ушком в незаметную поверхность детали, по аналогии с окунанием в растворитель.
Прикрепите к одному из выводов выпрямителя. Это будет служить катодом. Подключение должно быть выполнено к отрицательному выводу выпрямителя. Подсоедините медный анод к положительному выводу выпрямителя, используя второй силовой провод, и заполните ёмкость достаточным количеством раствора для гальваники, так, чтобы отпечаток и медный анод полностью скрылись. Включите силовой выпрямитель. После того, как выпрямитель включен, убедитесь, что деталь ни в коем случае не касается анода.
ВАЖНО! Будьте очень осторожны на этом этапе. После того, как деталь опущена в ванну, и система находится под напряжением, любой контакт с раствором, анодом или катодом могут привести к травме!
Установите выпрямитель питания на 1-3 вольта. После этого начнётся процесс металлизации, до тех пор, пока деталь не будет полностью покрыта металлом. Напряжение может быть увеличено для уменьшения времени нанесения покрытия, но не должно превышать 5 вольт.
 Просто выключите выпрямитель и удалите отпечаток после нанесения удовлетворительного покрытия. Высушите отпечаток с помощью полотенец из микрофибры. Покройте деталь специальным лаком для металла после высыхания. Это защитит её от коррозии.
Просто выключите выпрямитель и удалите отпечаток после нанесения удовлетворительного покрытия. Высушите отпечаток с помощью полотенец из микрофибры. Покройте деталь специальным лаком для металла после высыхания. Это защитит её от коррозии.Плюсы
- Металлическая оболочка повышает прочность пластиковой детали, что значительно расширяет возможности её применения и использования
- Наружное металлическое покрытие очень тонкое, поэтому при правильном нанесении можно жестко удерживать допуски
- Создает красивую поверхность, которая, если все сделано правильно, не будет похожа на 3D-печатный объект
Минусы
- Как правило, очень дорого делать такую операцию на профессиональном уровне, а гальваническое покрытие в домашних условиях требует приличного количества оборудования для профессиональной обработки
- Гальваника в домашних условиях может привести к поражению электрическим током при несоблюдении техники безопасности
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 3D принтеры или расходные материалы FDM , вы можете
Не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц. сетях:
сетях:
ВКонтакте
DTF — игры, разработка, монетизация, продвижение — 404
DTF — игры, разработка, монетизация, продвижение — 404Ошибка 404
К сожалению, запрашиваемая страница не найдена, но есть другие, тоже хорошие
[ { «id»: 1, «label»: «100%×150_Branding_desktop», «provider»: «adfox», «adaptive»: [ «desktop» ], «adfox_method»: «createAdaptive», «auto_reload»: true, «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «ezfl» } } }, { «id»: 2, «label»: «1200х400», «provider»: «adfox», «adaptive»: [ «phone» ], «auto_reload»: true, «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «ezfn» } } }, { «id»: 3, «label»: «240х200 _ТГБ_desktop», «provider»: «adfox», «adaptive»: [ «desktop» ], «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «fizc» } } }, { «id»: 4, «label»: «Article Branding», «provider»: «adfox», «adaptive»: [ «desktop» ], «adfox»: { «ownerId»: 228129, «params»: { «p1»: «cfovz», «p2»: «glug» } } }, { «id»: 5, «label»: «300x500_desktop», «provider»: «adfox», «adaptive»: [ «desktop» ], «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «ezfk» } } }, { «id»: 6, «label»: «1180х250_Interpool_баннер над комментариями_Desktop», «provider»: «adfox», «adaptive»: [ «desktop» ], «adfox»: { «ownerId»: 228129, «params»: { «pp»: «h», «ps»: «clmf», «p2»: «ffyh» } } }, { «id»: 7, «label»: «Article Footer 100%_desktop_mobile», «provider»: «adfox», «adaptive»: [ «tablet», «phone» ], «adfox»: { «ownerId»: 228129, «params»: { «p1»: «bwral», «p2»: «fjxb» } } }, { «id»: 8, «label»: «Fullscreen Desktop», «provider»: «adfox», «adaptive»: [ «desktop», «tablet» ], «auto_reload»: true, «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «fjoh» } } }, { «id»: 9, «label»: «Fullscreen Mobile», «provider»: «adfox», «adaptive»: [ «phone» ], «auto_reload»: true, «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «fjog» } } }, { «id»: 10, «disable»: true, «label»: «Native Partner Desktop», «provider»: «adfox», «adaptive»: [ «desktop», «tablet» ], «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «fmyb» } } }, { «id»: 11, «disable»: true, «label»: «Native Partner Mobile», «provider»: «adfox», «adaptive»: [ «phone» ], «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «fmyc» } } }, { «id»: 12, «label»: «Кнопка в шапке», «provider»: «adfox», «adaptive»: [ «desktop», «tablet» ], «adfox»: { «ownerId»: 228129, «params»: { «pp»: «g», «ps»: «clmf», «p2»: «fdhx» } } }, { «id»: 13, «label»: «DM InPage Video PartnerCode», «provider»: «adfox», «adaptive»: [ «desktop», «tablet», «phone» ], «adfox_method»: «createAdaptive», «adfox»: { «ownerId»: 228129, «params»: { «pp»: «h», «ps»: «clmf», «p2»: «flvn» } } }, { «id»: 14, «label»: «Yandex context video banner», «provider»: «yandex», «yandex»: { «block_id»: «VI-250597-0», «render_to»: «inpage_VI-250597-0-1134314964», «adfox_url»: «//ads. adfox.ru/228129/getCode?pp=h&ps=clmf&p2=fpjw&puid1=&puid2=&puid3=&puid4=&puid8=&puid9=&puid10=&puid21=&puid22=&puid31=&puid32=&puid33=&fmt=1&dl={REFERER}&pr=»
}
},
{
«id»: 15,
«label»: «Баннер в ленте на главной»,
«provider»: «adfox»,
«adaptive»: [
«desktop»,
«tablet»,
«phone»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «byudo»,
«p2»: «ftjf»
}
}
},
{
«id»: 16,
«label»: «Кнопка в шапке мобайл»,
«provider»: «adfox»,
«adaptive»: [
«tablet»,
«phone»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «chvjx»,
«p2»: «ftwx»
}
}
},
{
«id»: 17,
«label»: «Stratum Desktop»,
«provider»: «adfox»,
«adaptive»: [
«desktop»
],
«auto_reload»: true,
«adfox»: {
«ownerId»: 228129,
«params»: {
«pp»: «g»,
«ps»: «clmf»,
«p2»: «fzvb»
}
}
},
{
«id»: 18,
«label»: «Stratum Mobile»,
«provider»: «adfox»,
«adaptive»: [
«tablet»,
«phone»
],
«auto_reload»: true,
«adfox»: {
«ownerId»: 228129,
«params»: {
«pp»: «g»,
«ps»: «clmf»,
«p2»: «fzvc»
}
}
},
{
«id»: 19,
«label»: «Тизер на главной 2»,
«provider»: «adfox»,
«adaptive»: [
«desktop»,
«tablet»,
«phone»
],
«auto_reload»: true,
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «cmtwg»,
«p2»: «gazs»
}
}
},
{
«id»: 20,
«label»: «Кнопка в сайдбаре»,
«provider»: «adfox»,
«adaptive»: [
«desktop»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «chfbl»,
«p2»: «gnwc»
}
}
},
{
«id»: 21,
«label»: «Ультратизер»,
«provider»: «adfox»,
«adaptive»: [
«desktop»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«pp»: «g»,
«ps»: «clmf»,
«p2»: «gtjk»
}
}
}
]
{«token»:»eyJhbGciOiJIUzI1NiIsInR5cCI6IkpXVCJ9.
adfox.ru/228129/getCode?pp=h&ps=clmf&p2=fpjw&puid1=&puid2=&puid3=&puid4=&puid8=&puid9=&puid10=&puid21=&puid22=&puid31=&puid32=&puid33=&fmt=1&dl={REFERER}&pr=»
}
},
{
«id»: 15,
«label»: «Баннер в ленте на главной»,
«provider»: «adfox»,
«adaptive»: [
«desktop»,
«tablet»,
«phone»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «byudo»,
«p2»: «ftjf»
}
}
},
{
«id»: 16,
«label»: «Кнопка в шапке мобайл»,
«provider»: «adfox»,
«adaptive»: [
«tablet»,
«phone»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «chvjx»,
«p2»: «ftwx»
}
}
},
{
«id»: 17,
«label»: «Stratum Desktop»,
«provider»: «adfox»,
«adaptive»: [
«desktop»
],
«auto_reload»: true,
«adfox»: {
«ownerId»: 228129,
«params»: {
«pp»: «g»,
«ps»: «clmf»,
«p2»: «fzvb»
}
}
},
{
«id»: 18,
«label»: «Stratum Mobile»,
«provider»: «adfox»,
«adaptive»: [
«tablet»,
«phone»
],
«auto_reload»: true,
«adfox»: {
«ownerId»: 228129,
«params»: {
«pp»: «g»,
«ps»: «clmf»,
«p2»: «fzvc»
}
}
},
{
«id»: 19,
«label»: «Тизер на главной 2»,
«provider»: «adfox»,
«adaptive»: [
«desktop»,
«tablet»,
«phone»
],
«auto_reload»: true,
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «cmtwg»,
«p2»: «gazs»
}
}
},
{
«id»: 20,
«label»: «Кнопка в сайдбаре»,
«provider»: «adfox»,
«adaptive»: [
«desktop»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«p1»: «chfbl»,
«p2»: «gnwc»
}
}
},
{
«id»: 21,
«label»: «Ультратизер»,
«provider»: «adfox»,
«adaptive»: [
«desktop»
],
«adfox»: {
«ownerId»: 228129,
«params»: {
«pp»: «g»,
«ps»: «clmf»,
«p2»: «gtjk»
}
}
}
]
{«token»:»eyJhbGciOiJIUzI1NiIsInR5cCI6IkpXVCJ9. eyJwcm9qZWN0SWQiOiI1ZTRmZjUyNjYyOGE2Yzc4NDQxNWY0ZGMiLCJpYXQiOjE1ODI1MzY0Nzd9.BFsYFBgalfu_3oH9Fj-oBhiEgVx976VQfprRahAELFQ»,»release»:»3d1be8dc»}
eyJwcm9qZWN0SWQiOiI1ZTRmZjUyNjYyOGE2Yzc4NDQxNWY0ZGMiLCJpYXQiOjE1ODI1MzY0Nzd9.BFsYFBgalfu_3oH9Fj-oBhiEgVx976VQfprRahAELFQ»,»release»:»3d1be8dc»}{ «jsPath»: «/static/build/dtf.ru/specials/DeliveryCheats/js/all.min.js?v=05.02.2020», «cssPath»: «/static/build/dtf.ru/specials/DeliveryCheats/styles/all.min.css?v=05.02.2020», «fontsPath»: «https://fonts.googleapis.com/css?family=Roboto+Mono:400,700,700i&subset=cyrillic» }
nullЧасть №9: Постобработка в игре «Breakout» на C++/OpenGL | Уроки по OpenGL
#include «post_processor.h»
#include <iostream>
PostProcessor::PostProcessor(Shader shader, unsigned int width, unsigned int height)
: PostProcessingShader(shader), Texture(), Width(width), Height(height), Confuse(false), Chaos(false), Shake(false)
{
// Инициализация рендербуфера/фреймбуфера
glGenFramebuffers(1, &this->MSFBO);
glGenFramebuffers(1, &this->FBO);
glGenRenderbuffers(1, &this->RBO);
// Инициализация памяти рендербуфера мультисэмплированным цветовым буфером (без использования буфера глубины/трафарета)
glBindFramebuffer(GL_FRAMEBUFFER, this->MSFBO);
glBindRenderbuffer(GL_RENDERBUFFER, this->RBO);
glRenderbufferStorageMultisample(GL_RENDERBUFFER, 4, GL_RGB, width, height); // выделение памяти для рендербуфера
glFramebufferRenderbuffer(GL_FRAMEBUFFER, GL_COLOR_ATTACHMENT0, GL_RENDERBUFFER, this->RBO); // прикрепление мультисэмплированного объекта рендербуфера к фреймбуферу
if (glCheckFramebufferStatus(GL_FRAMEBUFFER) != GL_FRAMEBUFFER_COMPLETE)
std::cout << «ERROR::POSTPROCESSOR: Failed to initialize MSFBO» << std::endl;
// Также инициализируем FBO/текстуру для копирования мультисэмплированного цветового буфера; используется в шейдерных вычислениях (эффекты постобработки)
glBindFramebuffer(GL_FRAMEBUFFER, this->FBO);
this->Texture. Generate(width, height, NULL);
Generate(width, height, NULL);
glFramebufferTexture2D(GL_FRAMEBUFFER, GL_COLOR_ATTACHMENT0, GL_TEXTURE_2D, this->Texture.ID, 0); // прикрепляем текстуру к фреймбуферу
if (glCheckFramebufferStatus(GL_FRAMEBUFFER) != GL_FRAMEBUFFER_COMPLETE)
std::cout << «ERROR::POSTPROCESSOR: Failed to initialize FBO» << std::endl;
glBindFramebuffer(GL_FRAMEBUFFER, 0);
// Инициализируем данные и uniform-переменные для рендеринга
this->initRenderData();
this->PostProcessingShader.SetInteger(«scene», 0, true);
float offset = 1.0f / 300.0f;
float offsets[9][2] = {
{ -offset, offset }, // вверх-влево
{ 0.0f, offset }, // вверх-центр
{ offset, offset }, // вверх-вправо
{ -offset, 0.0f }, // центр-влево
{ 0.0f, 0.0f }, // центр-центр
{ offset, 0.0f }, // центр-вправо
{ -offset, -offset }, // вниз-влево
{ 0. 0f, -offset }, // вниз-центр
0f, -offset }, // вниз-центр
{ offset, -offset } // вниз-вправо
};
glUniform2fv(glGetUniformLocation(this->PostProcessingShader.ID, «offsets»), 9, (float*)offsets);
int edge_kernel[9] = {
-1, -1, -1,
-1, 8, -1,
-1, -1, -1
};
glUniform1iv(glGetUniformLocation(this->PostProcessingShader.ID, «edge_kernel»), 9, edge_kernel);
float blur_kernel[9] = {
1.0f / 16.0f, 2.0f / 16.0f, 1.0f / 16.0f,
2.0f / 16.0f, 4.0f / 16.0f, 2.0f / 16.0f,
1.0f / 16.0f, 2.0f / 16.0f, 1.0f / 16.0f
};
glUniform1fv(glGetUniformLocation(this->PostProcessingShader.ID, «blur_kernel»), 9, blur_kernel);
}
void PostProcessor::BeginRender()
{
glBindFramebuffer(GL_FRAMEBUFFER, this->MSFBO);
glClearColor(0.0f, 0.0f, 0.0f, 1.0f);
glClear(GL_COLOR_BUFFER_BIT);
}
void PostProcessor::EndRender()
{
// Теперь помещаем мультисэмплированный цветовой буфер в промежуточный FBO для дальнейшего сохранения в текстуру
glBindFramebuffer(GL_READ_FRAMEBUFFER, this->MSFBO);
glBindFramebuffer(GL_DRAW_FRAMEBUFFER, this->FBO);
glBlitFramebuffer(0, 0, this->Width, this->Height, 0, 0, this->Width, this->Height, GL_COLOR_BUFFER_BIT, GL_NEAREST);
glBindFramebuffer(GL_FRAMEBUFFER, 0); // связываем READ-фреймбуфер и WRITE-фреймбуфер с заданным по умолчанием фреймбуфером
}
void PostProcessor::Render(float time)
{
// Устанавливаем uniform-переменные/другие_опции
this->PostProcessingShader. Use();
Use();
this->PostProcessingShader.SetFloat(«time», time);
this->PostProcessingShader.SetInteger(«confuse», this->Confuse);
this->PostProcessingShader.SetInteger(«chaos», this->Chaos);
this->PostProcessingShader.SetInteger(«shake», this->Shake);
// Рендеринг текстурированного прямоугольника
glActiveTexture(GL_TEXTURE0);
this->Texture.Bind();
glBindVertexArray(this->VAO);
glDrawArrays(GL_TRIANGLES, 0, 6);
glBindVertexArray(0);
}
void PostProcessor::initRenderData()
{
// Конфигурирование VAO/VBO
unsigned int VBO;
float vertices[] = {
-1.0f, -1.0f, 0.0f, 0.0f,
1.0f, 1.0f, 1.0f, 1.0f,
-1.0f, 1.0f, 0.0f, 1.0f,
-1.0f, -1.0f, 0.0f, 0.0f,
1.0f, -1.0f, 1.0f, 0.0f,
1.0f, 1.0f, 1.0f, 1.0f
};
glGenVertexArrays(1, &this->VAO);
glGenBuffers(1, &VBO);
glBindBuffer(GL_ARRAY_BUFFER, VBO);
glBufferData(GL_ARRAY_BUFFER, sizeof(vertices), vertices, GL_STATIC_DRAW);
glBindVertexArray(this->VAO);
glEnableVertexAttribArray(0);
glVertexAttribPointer(0, 4, GL_FLOAT, GL_FALSE, 4 * sizeof(float), (void*)0);
glBindBuffer(GL_ARRAY_BUFFER, 0);
glBindVertexArray(0);
}
Технологии постобработки
Компьютерные технологии
Обслуживает WA, OR, WY, CO, NM, TX, KS, NE, ND, SD, MN, IA, MO, WI, IL, MI, IN, KY, OH, WV, VA, DC, MD, DE, PA, NJ, NY, VT, NH, CT, RI, MA, ME
AdvancedTek
Обслуживает IA, MN, NE, ND, SD, WI
Копье
Обслуживание Канады
Техническая лаборатория
Обслуживание CO, ID, MT, NM, OK, TX, UT, WY
Решения для создания прототипов
Обслуживает AL, AR, FL, GA, KY, LA, MS, NC, SC, TN
Учебно-технические средства
Обслуживает AL, AR, FL, GA, KY, LA, MS, NC, SC, TN
Хок Ридж Системс
Обслуживающий CA, ID, IL, IA, NV, ND, SD, OR, UT, WA, OH, IN, KY и Canada
GoEngineer
Обслуживание AK, HI, WA, OR, CA, NV, ID, MT, UT, MI, OH, TX, OK, LA, AK, MS, TN, AL, FL, GA
ТриМех
Обслуживает ME, NH, VT, NY, MA, CT, DE, VG, RI, NJ, PA, WV, MD, NC, SC, TN, AK, GA, FL, AL, MS, LA
Решения AM
Обслуживание Европы и России
BV Продукты
Обслуживание Австралии
CYLAOS
Обслуживает Францию
Excelencia-Tech
Обслуживание Испании
KMC Ytbehandling AB
На службе у Северных стран
Иллиес
Обслуживание Японии
Лино
Обслуживание Греции, Болгарии и Юго-Восточной Европы
Ось Z
Обслуживает Россию, Беларусь, Казахстан, Киргизию, Армению
3D Bonum
На службе у стран Балтии
3D мудрее
Обслуживает Чехию, Венгрию и Словакию
Интегрированная среда постобработки | Документация
Постобработка — это способ визуализации и обработки результатов, полученных после завершения моделирования; отсюда и слово пост-обработка, а не предварительная обработка, которая подсчитывает шаги, предпринятые для настройки запуска моделирования.
SimScale имеет собственный встроенный постпроцессор, в котором можно анализировать результаты моделирования. Также есть возможность загрузить необработанные данные результатов и выполнить постобработку с помощью стороннего настольного приложения, например, ParaView.
Интегрированная среда постобработки
Интегрированный постпроцессор SimScale основан на технологии Ceetron.
Чтобы открыть набор данных результатов моделирования для последующей обработки, щелкните « Результаты постобработки » на панели прогона или « Поля решения » в дереве моделирования.Поскольку рендеринг выполняется удаленно, инициализация может занять некоторое время, прежде чем что-либо отобразится в средстве просмотра.
Рисунок 1: Доступ к постпроцессору SimScale. Щелкните «Поля решения » или «Результаты постобработки» . Загляните в постпроцессор, который позволяет визуализировать переменные потока по всей области или выбранным плоскостям вместе со следами частиц, анимацией и т. Д.
Самое лучшее в онлайн-постпроцессоре заключается в том, что все результаты сохраняются в облаке и могут быть доступны в любое время из любой системы. Чтобы ознакомиться с функциями этой интегрированной платформы, посетите эту страницу.
Постобработка через стороннее решение
В качестве альтернативы вы можете выполнить постобработку результатов моделирования во внешней среде, загрузив данные результатов из определенного прогона моделирования.Вот как это делается:
Рисунок 3. Щелкните стрелку вниз (выделена), чтобы загрузить результаты прогона моделирования для обработки во внешней среде. Размер файла тоже указан. В настоящее время результаты на основе OpenFOAM загружаются как .foam, результаты Code_Aster как .pvd (или, точнее, как VTM, PVD просто добавляет информацию о временном шаге), результаты Pacefish как . case (EnsightGold), а результаты Wind Comfort — как снова скачал как VTM. Эти результаты поддерживаются большинством распространенного программного обеспечения для постобработки.
case (EnsightGold), а результаты Wind Comfort — как снова скачал как VTM. Эти результаты поддерживаются большинством распространенного программного обеспечения для постобработки.
Если вы ищете такой, ParaView — это инструмент с открытым исходным кодом, который можно использовать для большого количества задач постобработки. Пошаговая процедура здесь.
Рисунок 4: Интерфейс внешнего постпроцессора ParaViewПоследнее обновление: 29 декабря 2020 г.
Решила ли эта статья вашу проблему?
Как мы можем добиться большего?
Мы ценим и ценим ваши отзывы.
Отправьте свой отзывЧто дальше
Новый интегрированный постпроцессорЧасть: Постобработка с помощью SimScale
Постобработка пластиковых деталей на 3D-принтере | EOS
AfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBrazilBritish в Индийском океане TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d’IvoireDemocratic Республика CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong S. A.R.HungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R.MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Киттс и NevisSaint LuciaSaint Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия и Южная Сандвичевы острова Южный Судан Испания Шри-ЛанкаSt.
A.R.HungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R.MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Киттс и NevisSaint LuciaSaint Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия и Южная Сандвичевы острова Южный Судан Испания Шри-ЛанкаSt. HelenaSt. MartinSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamWallis и FutunaWestern SaharaYemenZambiaZimbabwe
HelenaSt. MartinSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamWallis и FutunaWestern SaharaYemenZambiaZimbabwe
AlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict из ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited Внешние Малые IslandsUS Virgin IslandsUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
!Постобработка | Rescale
Функции пост-обработки платформы Rescale позволяют извлекать, обрабатывать и отображать выбранные данные из выходных файлов непосредственно на платформе Rescale и без необходимости передачи данных на локальный компьютер. Возможность постобработки позволяет вам в полной мере использовать мощное оборудование, предоставляемое Rescale, а также сократить время просмотра результатов за счет сокращения передачи данных. Задания с несколькими запусками также дают вам дополнительную возможность просматривать диаграммы на основе заданных вами входных параметров вместе с любыми выходными параметрами, извлеченными из выходных файлов моделирования.
Возможность постобработки позволяет вам в полной мере использовать мощное оборудование, предоставляемое Rescale, а также сократить время просмотра результатов за счет сокращения передачи данных. Задания с несколькими запусками также дают вам дополнительную возможность просматривать диаграммы на основе заданных вами входных параметров вместе с любыми выходными параметрами, извлеченными из выходных файлов моделирования.
Чтобы в полной мере использовать возможности построения диаграмм, вы должны написать сценарий пост-обработки для анализа файлов данных (например,грамм. сценарий Python или Shell). Извлеченные параметры должны выводиться в формате с разделителями табуляции, описанном ниже, для использования в функциях построения диаграмм.
В этом учебном пособии мы расширим 2D-пример экспериментов с аэродинамическим профилем (DOE), описанный в учебном пособии DOE, чтобы исследовать характеристики аэродинамического профиля непосредственно на платформе Rescale. Входные файлы, параллельные настройки, файл шаблона, настройки программного обеспечения и настройки оборудования для этого учебника идентичны тем, что указаны в учебном пособии DOE.
Импорт настройки задания Получите результаты работы
Формат вывода для постобработки
Каждая переменная, которую вы хотите извлечь, и ее значение должны быть записаны на отдельная строка для stdout. Строка должна быть в формате, разделенном табуляцией, т.е. имя переменной, за которым следует «табуляция», за которой следует значение переменной.
В сценарии Bash это может выглядеть так:
printf "% s \ t% s \ n" "переменная" "$ stringValue"
Или в Python:
print 'variable' + '\ t' + stringValue
Загрузка сценария постобработки
Шаг постобработки процесса настройки одинаков, независимо от того, выполняете ли вы базовое задание с одним запуском или с несколькими запусками, например, DOE.Постобработка обычно настраивается после определения параметров оборудования для задания, и страница настройки показана на изображении ниже. Загрузите сценарий постобработки, нажав выделенную кнопку.
После загрузки сценария необходимо указать команду для его выполнения. На изображении ниже показано, как загруженный скрипт Python forceCoefficients.py (который извлекает коэффициенты подъемной силы и сопротивления) вызывается для обработки результатов. Команда постобработки выделена красным.Обратите внимание, что сценарий пост-обработки выполняется из рабочего каталога отдельного прогона. Таким образом, относительный путь к выходным файлам одинаков для всех запусков.
Тот же процесс применим и для сценария оболочки. Независимо от типа сценария, переменные должны выводиться из сценария в формате с разделением табуляцией, описанном в предыдущем разделе
.После завершения настройки постобработки задание может быть отправлено и будет работать в обычном режиме. Сценарий постобработки будет выполняться в конце каждого отдельного прогона для обработки выходных файлов, созданных во время этого прогона.
Вывод сценария постобработки
Сценарии постобработки должны выводить данные в формате, разделенном табуляцией, чтобы их можно было зарегистрировать как «переменные» платформой Rescale для отображения и построения диаграмм. Сценарии, однако, также могут выводить дополнительную информацию для вашего использования. Полный вывод сценария постобработки можно найти в
Сценарии, однако, также могут выводить дополнительную информацию для вашего использования. Полный вывод сценария постобработки можно найти в process_output.log отдельного прогона, как показано ниже. Таким образом, вы можете выводить другую полезную информацию по желанию в ваших сценариях пост-обработки.На изображении ниже вывод переменной можно увидеть в process_output.log , а также предложение, которое не анализируется платформой Rescale.
Результаты
На изображении ниже показана вкладка Результаты для завершенного задания DOE с постобработкой. Переменные, которые были определены в Parallel Settings, , т.е. входные условия, для этого задания DOE выделены красным. Переменные, извлеченные и выведенные сценарием постобработки, также отображаются на вкладке Results и выделены синим цветом.Это табличное представление позволяет быстро просматривать данные для всех прогонов
.
При щелчке по номеру Run в крайнем левом столбце открывается страница для отдельного цикла. На этой странице выходные файлы из выбранного цикла можно просмотреть, загрузить или сделать доступными для использования в будущих заданиях. Входные и выходные переменные показаны в таблице Переменные , как показано ниже.
Графики
Извлекая выходные переменные с помощью сценария постобработки, вы можете воспользоваться возможностью построения диаграмм Rescale и создавать диаграммы непосредственно на платформе Rescale.Доступны три различных типа диаграмм:
Вы можете выбрать комбинацию (и) входных и выходных параметров для построения графика, используя таблицу справа. Ниже приведен образец диаграммы рассеяния из 2D аэродинамического профиля DOE. В этом случае диаграмма отображает коэффициент подъемной силы в зависимости от коэффициента сопротивления. Обратите внимание, что на точечной диаграмме можно отобразить несколько рядов данных, хотя ниже показан только один ряд данных.
При наведении курсора на одну точку данных на точечной диаграмме появляется окно данных, показывающее значения X / Y для этой точки, а также номер прогона, в котором были получены данные (как показано выше).Щелчок по точке выделяет запуск на странице результатов, как показано ниже.
Обратите внимание, что поверхностные диаграммы создаются с использованием сетки на основе ваших входных данных вместе с интерполятором средневзвешенного значения. В результате значения поверхности выбранной вами переменной «Z» могут значительно отличаться от значений ближайших точек.
ПОСТ-ОБРАБОТКА, последний этап производственного процесса
5- Обработка поверхностиВ зависимости от области применения для компонентов, напечатанных на 3D-принтере, может потребоваться дополнительная обработка поверхности путем закругления кромок, сглаживания поверхности и, возможно, полировки.
В процессе обработки поверхности, который сочетает в себе системы струйной очистки и финишной обработки, Лакс из главы AM Solutions объясняет: «Начальная поверхность 3D-печатных деталей иногда может быть довольно шероховатой с показаниями Ra до 1000 микродюймов. В таких случаях может оказаться полезным прогнать детали через струйную очистку для первоначального уменьшения шероховатости поверхности перед их обработкой в реальной системе чистовой обработки. Это позволяет снизить значения Ra до <20 микродюймов.”
В таких случаях может оказаться полезным прогнать детали через струйную очистку для первоначального уменьшения шероховатости поверхности перед их обработкой в реальной системе чистовой обработки. Это позволяет снизить значения Ra до <20 микродюймов.”
Если оператору нужны особо гладкие поверхности металлических компонентов, AM Solutions может предложить систему отделки “, позволяющую получить чрезвычайно тонкую поверхность со значениями Ra <5 микродюймов на металлических компонентах, напечатанных на 3D-принтере. Это достигается с помощью запатентованной технологии сухой электрополировки DRYLITE®, которая не требует жидких электролитов ».
Кроме того, термин «чистовая обработка» обозначает ряд операций последующей обработки, таких как грунтование, заполнение, шлифование, подготовка к окраске, удаление заусенцев и т. Д.Обычно они используются в качестве основы для дальнейшей последующей обработки, например, для нанесения покрытия на металл.
6- Механическая обработка Детали могут потребовать дополнительной обработки для удаления дополнительных опорных конструкций. Эту задачу постобработки можно выполнить практически после любых процессов AM. Это требуется для процессов обработки металлов, которые не позволяют получить геометрию, близкую к окончательному контуру.
Эту задачу постобработки можно выполнить практически после любых процессов AM. Это требуется для процессов обработки металлов, которые не позволяют получить геометрию, близкую к окончательному контуру.
Покрытие состоит из пропитки микропористых компонентов полимерами.Целью этой деятельности является производство полностью газонепроницаемых или непроницаемых для жидкости компонентов.
8- Крашение Если необходимо улучшить внешний вид деталей из порошкового полимера, возможно, вам потребуется дополнительная обработка крашения. Окрашивание можно производить либо вручную в кастрюлях с горячей водой, либо с помощью автоматического красильного оборудования. Этот метод постобработки в основном используется пользователями HP MJF. Результаты наиболее заметны на деталях, которые подвержены износу (например, очках), поскольку цвет проникает через поверхность детали.Girbau, например, один из специалистов отрасли красильного оборудования, который разработал свое оборудование для HP MJF.
Этот этап постобработки позволяет проверить точность размеров и механические свойства детали. Обычно это рассматривается как преимущество при производстве по требованию. Protolabs — один из поставщиков услуг промышленного производства, который интегрирует в свое предложение услуги по предоставлению подробных отчетов об измерениях и инспекциях.Компания пояснила, что «в процессе проверки проверяется соответствие готовых деталей исходному чертежу, заказу на поставку и другим спецификациям. При контроле размеров используется оборудование КИМ, чтобы гарантировать, что размеры детали находятся в пределах допуска и соответствуют размерам, указанным на исходном чертеже.
Заключительный отчет детали место на строительной плите, как была ориентирована геометрия, размещение несущих конструкций, а также файл журнала сборки подробно весь процесс сборки из машины.”
На примере деталей, изготовленных методом прямого лазерного спекания металла (DMLS), производитель деталей объясняет, что компьютерная томография (КТ) часто является идеальным методом контроля для этих деталей.![]() Действительно, он предлагает неразрушающие средства для частичной проверки. Согласно Protolabs, этот процесс можно использовать для проверки и проверки полых элементов или внутренних каналов. Он может измерять любые отклонения толщины стенок или обнаруживать коробление и трещины.Наконец, он может проверить, что в детали не осталось остаточного порошка.
Действительно, он предлагает неразрушающие средства для частичной проверки. Согласно Protolabs, этот процесс можно использовать для проверки и проверки полых элементов или внутренних каналов. Он может измерять любые отклонения толщины стенок или обнаруживать коробление и трещины.Наконец, он может проверить, что в детали не осталось остаточного порошка.
Во-первых, следует отметить, что специалисты по технологиям постобработки обычно разрабатывают свои решения с учетом специфических требований индустрии аддитивного производства. Со временем приложения, как правило, расширяют сферу своей компетенции на другие технологии.
Более того, выбрать среди множества AM-технологий идеальный процесс для своего проекта довольно сложно.Однако, несмотря на многочисленные вышеупомянутые методы постобработки, можно быстро сделать выбор в пользу решения постобработки.
«Небольшое количество оборудования для последующей обработки, будь то для удаления опор и остаточной смолы, удаления порошка и очистки или отделки поверхности, можно использовать для целых групп технологий аддитивного производства. Например, для удаления порошка, очистки и начального выравнивания поверхности оборудование AM Solutions S-Line можно использовать как для пластмассовых деталей, так и для металла для первичной шлифовки поверхности.
Когда дело доходит до отделки поверхностей тех же пластиковых или металлических компонентов, подходит линия оборудования AM Solutions M-Line », — говорит AM Solutions Мануэль Лаукс .
Кроме того, опыт работы с различными приложениями может легко помочь операторам определить идеальную технику постобработки для своего проекта.
Например, в инструментальной оснастке текстура деталей в конце процесса печати аналогична текстуре вельвета.Вот почему эти детали необходимо обрабатывать после процессов печати и охлаждения.
Наконец, необходимо обязательно учитывать сходства и различия между технологиями аддитивного производства. Например, струйная обработка связующего предъявляет требования к постобработке, аналогичные требованиям к производству плавленых волокон (FFF). С другой стороны, металлические детали FFF могут потребовать дополнительных вложений в постобработку. Действительно, с этой технологией AM сырье состоит из нити с пластиковым или восковым связующим, сильно загруженным металлическим порошком.Связующее должно быть удалено сразу после того, как деталь будет извлечена из машины. После этого следует удаление вяжущего с помощью тепла или кислотной ванны и стадия спекания.
«Речь идет не только о том, чтобы детали хорошо выглядели, но и об улучшении механических свойств деталей для достижения высокой производительности».
Само по себе аддитивное производство доказало свою способность сократить время производства до нескольких дней. Однако его жизнеспособность для массового и серийного производства еще не единодушна.
Для AM Solutions, «в значительной степени это связано с трудоемкими методами постобработки, характеризующимися преобладанием ручного труда, использованием старых методов и отсутствием автоматизации. Результатом является чрезвычайно трудоемкая постобработка, противоречивые результаты с низкой пропускной способностью и очень дорого. Только с помощью автоматизированных интеллектуальных решений для постобработки аддитивное производство может быть по-настоящему интегрировано в промышленные производственные линии. Но автоматическая постобработка позволит достичь гораздо большего: она позволит полностью использовать возможности принтера, что приведет к значительному сокращению времени цикла, общей более высокой пропускной способности и значительному повышению экономической эффективности.Это обеспечит неизменно высокое качество компонентов после обработки, что значительно снизит процент брака (меньше коробления и набухания из-за водопоглощения, меньше поломок и т. Д.).
Приветствуются побочные эффекты интеграции автоматизированной постобработки: сокращение запасов незавершенного производства, лучшая прослеживаемость деталей и более высокая безопасность на рабочем месте (ручное удаление порошка может быть опасным) ».
«Для безопасного и устойчивого масштабирования постобработки ключевым моментом является разработка новых технологий и автоматизация.Речь идет не только о том, чтобы детали хорошо выглядели, но и об улучшении механических свойств деталей для достижения высоких эксплуатационных характеристик », — добавляет , — добавляет AMT .
Сотрудничество между производителями 3D-принтеров и поставщиками систем постобработки, с одной стороны, а также сотрудничество между пользователями AM и специалистами по постобработке, безусловно, будет способствовать интеграции более автоматизированных решений постобработки в производство AM, но понимание этих проблем и Несоответствие — ключевой фактор серийного производства.
Постобработка для промышленной 3D-печати: ключевые тенденции, о которых вы должны знать
11 декабря 2019 г. Постобработка может быть одним из ключевых узких мест при использовании аддитивного производства (AM) в качестве промышленного процесса. Для каждой технологии AM требуется собственный набор решений для постобработки, которые необходимо максимально автоматизировать, чтобы обеспечить эффективное использование технологии в производстве.
Для каждой технологии AM требуется собственный набор решений для постобработки, которые необходимо максимально автоматизировать, чтобы обеспечить эффективное использование технологии в производстве.
К счастью, отрасль начала решать проблемы постобработки, и все больше компаний внедряют решения, помогающие автоматизировать и оптимизировать рабочий процесс после печати.
В сегодняшней статье мы рассмотрим некоторые решения, доступные для 3D-печати полимерами и металлами, а также выясним, почему постобработка является ключом к повышению производительности с AM.
Ознакомьтесь с другими статьями из этой серии:
Как развивается рынок оборудования для 3D-печати в 2019 году
Эволюция рынка материалов для 3D-печати: тенденции и возможности в 2019 году
Программное обеспечение для 3D-печати: достижение истинного цифрового производства
В области полимерной 3D-печати большое внимание уделяется автоматизации стадии постобработки.
Процессы удаления, такие как удаление подложки, удаление смолы или порошка, являются наиболее часто используемыми операциями последующей обработки. Обычно они выполняются вручную, что отнимает много времени и трудовых ресурсов.
Еще больше усложняет этот этап тот факт, что многие компании используют несколько технологий 3D-печати, каждая со своими собственными требованиями к постобработке.
Итак, как компании могут улучшить свои операции постобработки, прежде чем они столкнутся с узкими местами при добавлении дополнительных принтеров или внедрении другой технологии 3D-печати?
Такие компании, как Rösler, PostProcess Technologies, AMT и DyeMansion, разрабатывают решения, которые помогут пользователям AM оптимизировать постобработку.
Одна из компаний, стремящихся упростить рабочий процесс постобработки, — это британская компания Additive Manufacturing Technologies (AMT).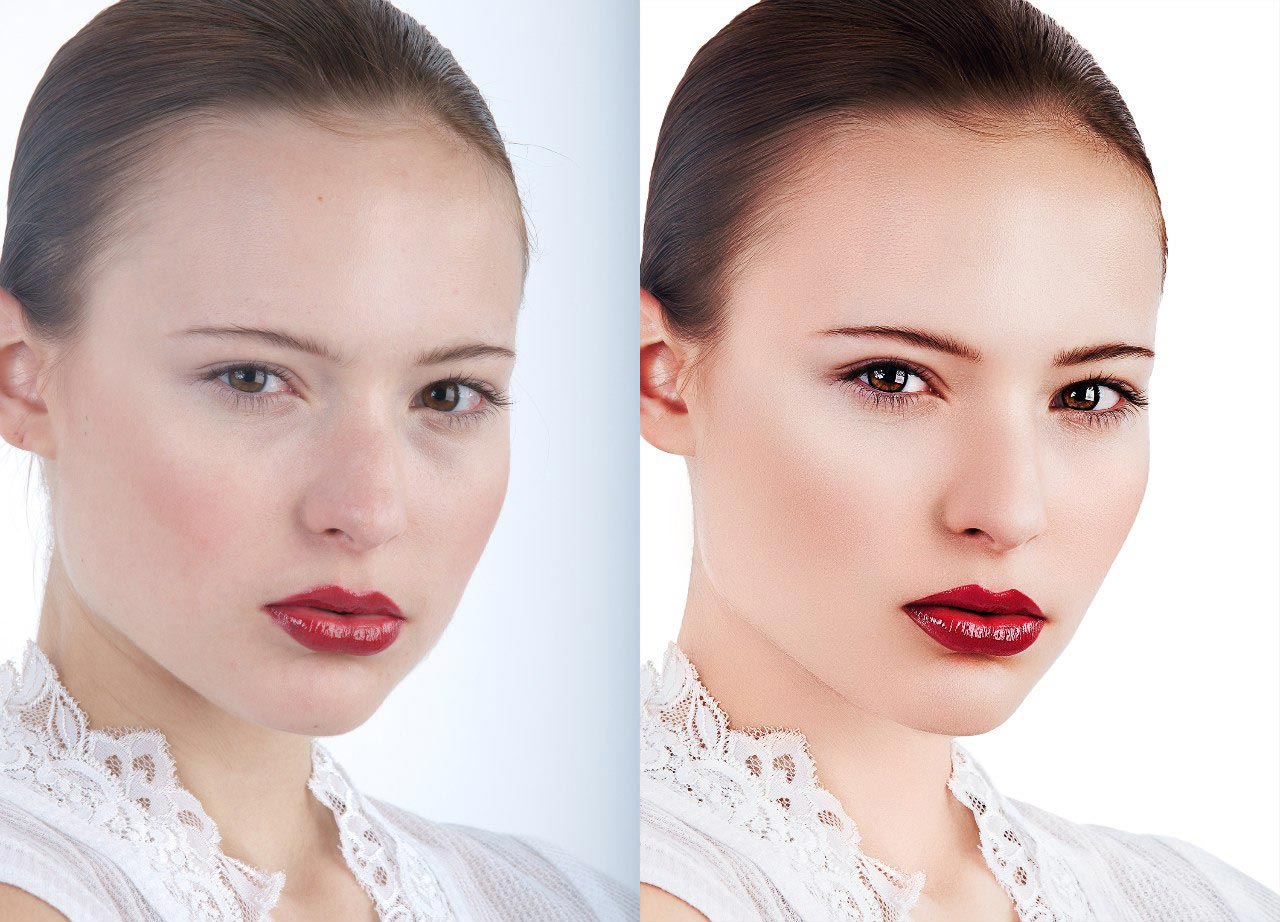
Запущенная в прошлом году, первая система отделки деталей AMT, PostPro3D, использует процесс химической паровой сглаживания, в котором используются запатентованные химические вещества. для сглаживания поверхности полимерной детали, напечатанной на 3D-принтере.
Химический раствор герметизирует поверхность и устраняет пористость детали. Он также предотвращает попадание воды или газа и фактически улучшает механические свойства.
Решение AMT предназначено для полимерных деталей, производимых с использованием порошковых технологий и технологий экструзии.
PostPro3D может обрабатывать печатные детали с использованием высокотехнологичных полимеров, таких как ULTEM, нейлон, TPU, TPE и т. Д. По данным компании, для его систем одобрено более 95 полимеров.
Совсем недавно компания также выпустила на рынок меньшее и более дешевое устройство PostPro3D Mini, предназначенное для исследовательских институтов и небольших сервисных бюро.
В дальнейшем AMT планирует запустить свою цифровую производственную систему, которая будет сочетать удаление порошка, сглаживание, окраску и проверку для автоматизации каждого этапа ручной постобработки.
Еще одна компания, поставляющая системы отделки AM, — это немецкая компания DyeMansion. В прошлом месяце компания представила свою новую систему Powerfuse S, основанную на технологии VaporFuse Surfacing (VFS), автоматизированном процессе с замкнутым циклом, который позволяет добиться гладкой и глянцевой поверхности деталей, напечатанных на 3D-принтере.
Ряд систем постобработки от DyeMansion
Детали, обработанные методом VFS, также обладают водоотталкивающими свойствами и легко чистятся. Согласно DyeMansion, качество поверхности детали из VFS сопоставимо с качеством поверхности деталей, изготовленных литьем под давлением.
Что касается материалов, новая технология VFS DyeMansion совместима не только с твердыми полимерами, такими как PA11 или PA12, но и с гибкими материалами, такими как TPU, отделка которых вручную может быть сложной задачей.
Чтобы поднять планку автоматизации постобработки и оцифровки, DyeMansion также представила в новой системе полностью автоматическую загрузку, возможности подключения и отслеживание партий.
Что касается долгосрочных планов, финишная платформа Powerfuse S — и технология VFS — будут интегрированы в рабочий процесс DyeMansion Print-to-Product Workflow. В этом рабочем процессе процесс VFS может быть реализован как второй (или дополнительный) вариант покрытия наряду с PolyShot Surfacing (PSS) и может сопровождаться процессом окрашивания.
В дополнение к фирмам, занимающимся постобработкой AM, крупные компании, которые обычно обслуживают традиционные отрасли, начали разрабатывать решения для AM.
Одной из таких компаний является Rösler Group, немецкий специалист по решениям для отделки поверхностей.
Rösler оказывает услуги в области обработки поверхностей более 80 лет. Конгломерат предлагает обширный портфель систем массовой отделки, дробеструйной обработки, расходных материалов и решений для постобработки в 15 различных дочерних компаниях.
Компания присоединилась к индустрии 3D-печати в прошлом году, запустив многофункциональную платформу для обработки поверхностей деталей, напечатанных на 3D-принтере, под названием RapidFinish.
В этом году компания решила объединить свою деятельность AM, которая также включает услуги, под брендом AM Solutions.
Подразделение постобработки 3D AM Solutions предлагает такие возможности, как распаковка, удаление поддерживающих структур, удаление остаточного порошка, очистка поверхности, сглаживание, полировка и окрашивание деталей, напечатанных на 3D-принтере.
Эти услуги доступны для деталей из металла, полимера и сплавов, напечатанных на 3D-принтере, с использованием выбранного AM Solutions оборудования для последующей обработки. Некоторые из машин разработаны Rösler, а другие — от других поставщиков, таких как PostProcess Technologies и GPA INNOVA.
Каждый этап последующей обработки выполняется автоматизированной системой, которая, как сообщается, позволяет пользователям достичь высокой степени повторяемости и более высокой производительности.![]()
Rösler не только продает машины для отделки поверхностей, но и адаптирует свои решения для конкретных 3D-принтеров.Например, в прошлом месяце AM Solutions объявила о соглашении о сотрудничестве с HP. Согласно соглашению, компания будет использовать свой опыт в области решений для отделки поверхностей, чтобы адаптировать их специально для технологии HP Multi Jet Fusion.
Что касается постобработки металлических 3D-отпечатков, то рабочий процесс более сложный, чем полимерный, и требует большого количества специализированного оборудования.Металлические детали, напечатанные на 3D-принтере, необходимо отрезать от рабочей пластины, а затем подвергнуть термообработке, чтобы снять внутренние напряжения, возникающие в процессе печати.
Кроме того, для различных процессов 3D-печати металлом могут потребоваться разные решения для последующей обработки. Например, для последующей обработки деталей, изготовленных с помощью 3D-принтера для струйной печати металлического связующего, компании потребуется дополнительное оборудование для удаления связующего и спекания.
В то же время, существует меньше решений, разработанных специально для постобработки металлов AM.В большинстве случаев пользователи AM применяют тот же набор оборудования для постобработки, который они используют для металлических деталей, произведенных по традиционным технологиям.
Тем не менее, есть одно многообещающее решение для постобработки для AM, которое можно использовать для удаления опор с металлических деталей и добиться гладкой текстуры поверхности в автоматическом режиме.
Новый процесс, получивший название Hirtisation, был впервые разработан австрийской компанией Hirtenberger Engineered Surfaces.
Процесс состоит из трех этапов.В первом случае с детали удаляются опорные конструкции и порошковая корка, и шероховатость поверхности существенно снижается. На втором этапе шероховатость поверхности детали дополнительно снижается, в результате чего качество поверхности подходит для большинства промышленных применений. Третий, необязательный этап — это процесс полировки, обеспечивающий декоративную сверхгладкую поверхность.
Третий, необязательный этап — это процесс полировки, обеспечивающий декоративную сверхгладкую поверхность.
По заявлению компании, Hirtisation подходит для всех металлов и сплавов, обычно используемых в 3D-печати.
Oerlikon AM, подразделение, предоставляющее услуги AM, недавно вступило в партнерство с Hirtenberger для оценки процесса хиртизации.
На первом этапе своего сотрудничества Oerlikon и Hirtenberger обнаружили, что с помощью процесса Hirtisation можно отделывать детали с геометрией, которую раньше было трудно или невозможно обработать другими методами обработки поверхности.
Возможность более эффективной постобработки чрезвычайно сложных металлических компонентов является огромным преимуществом в отраслях, которые полагаются на свободу проектирования, которую предоставляет AM. Такие системы, как Hirtisation, помогают раскрыть это преимущество и способствуют дальнейшей индустриализации технологии.
При обработке порошковой металлической 3D-печати пользователям обычно требуется удалить порошок, оставшийся после процесса печати.
Однако это непростая задача, потому что если деталь имеет сложную конструкцию, существует риск того, что порошок застрянет внутри детали. Выпуск порошка преимущественно осуществляется вручную, что неэффективно при последующей обработке больших партий деталей.
Для автоматизации процесса немецкая компания Solukon в партнерстве с Siemens разработала систему SFM-AT800S для автоматического удаления порошка с деталей, напечатанных на 3D-принтере, изготовленных с использованием технологии плавления в порошковой подложке.
Система удаления порошка представляет собой камеру из нержавеющей стали, в которую допускаются детали из алюминия, титана и сплавов на основе никеля размером до 800 x 400 x 550 мм.
После загрузки детали в машину начинается процесс удаления порошка. Используя контролируемые колебания с широким диапазоном частот и моторизованное вращение оси, система тщательно очищает металлическую спеченную часть от любого остаточного металлического порошка.
После автоматизированного процесса машина также поддерживает ручную очистку сжатым воздухом под давлением 6 бар или инертным газом.
Такой процесс также помогает безопасно утилизировать остаточный порошок, предотвращая загрязнение, и подготовить его для дальнейшей обработки.
Некоторые производители 3D-принтеров также разрабатывают решения для удаления порошка специально для своих машин. Ранее в этом году Digital Metal, специалист по струйной обработке металлических связующих, анонсировал решение по автоматизации, в котором для удаления порошка в процессе постобработки используется станок с ЧПУ.
Другая компания по струйной очистке металлических связующих, ExOne, также предлагает автоматизированную станцию для удаления порошка, разработанную для ее принтеров.
Поскольку 3D-печать металлом все чаще используется в производстве очень сложных и замысловатых деталей, таких как топливные форсунки и теплообменники, потребность в решениях для автоматического удаления порошка будет только расти.
В конечном итоге переход с ручного на автоматическое удаление порошка поможет в значительной степени оптимизировать рабочий процесс 3D-печати металлом, не только за счет сокращения времени ручного труда, но также за счет минимизации отходов порошка и лома деталей из-за проблем с остатками порошка.
Масштабирование и автоматизация операций постобработки остается проблемой.Однако мы надеемся, что эта проблема скоро уйдет в прошлое, поскольку несколько игроков отрасли разрабатывают решения для ее решения.
От удаления поддержки до удаления порошка, финишной обработки поверхности и окраски — сегодня у пользователей AM есть больше возможностей, чем когда-либо, для оптимизации и автоматизации этапов постобработки.
В конечном итоге наличие правильной инфраструктуры постобработки открывает дверь к высокой степени повторяемости и производительности с AM. Таким образом, внедрение постобработки должно быть приоритетом для тех, кто внедряет 3D-печать в производство или хочет расширить использование этой технологии в будущем.
Таким образом, внедрение постобработки должно быть приоритетом для тех, кто внедряет 3D-печать в производство или хочет расширить использование этой технологии в будущем.
Виллем Тоет объясняет… Постобработка CFD
Добро пожаловать в первую серию из трех частей, написанную бывшим главой аэродинамики Benetton, Ferrari и Sauber F1, профессором Виллемом Тоетом, который эксклюзивно подробно рассказывает о постобработке CFD.
01. Вам просто не нравится способность CFD «представлять», что происходит с воздушным потоком? Я занимаюсь аэродинамикой всего около 40 лет, CFD — чуть более 25 лет, и это все еще меня помогает.Изображения CFD часто называют «Цветами для директоров» — они полностью основаны на расчетном потоке воздуха, но не особенно полезны для анализа развития — однако они создают отличные изображения для демонстрации некоторых аспектов того, что происходит с потоком воздуха. Добавьте словесное объяснение, и каждый сможет понять, что показывают.
Здесь я дам некоторые сведения о постобработке для тех, кто желает и может создавать кейсы CFD. Эта статья посвящена анализу результатов.Я не могу поделиться с вами новейшими методами анализа, используемыми в Sauber или даже ведущими экспертами по CFD, но я могу дать вам несколько базовых рекомендаций о том, с чего начать. Рекомендации по настройке кейсов можно найти у поставщиков CFD, и они будут отличаться в зависимости от выбранного вами кода. Прежде чем вы углубитесь в постобработку, вам нужно будет достаточно глубоко изучить CFD, чтобы знать, как разбить вашу модель, настроить домены, стратегии построения сетки, модели турбулентности и т. Д. Однако я вижу, что так много людей борются с обработкой того, что они уже запустили в исследованиях CFD, я подумал, что начну здесь.Я использую гоночные автомобили в качестве своего предмета, но обсуждаемые концепции могут быть использованы в любой программе моделирования гидродинамики. Я не показываю здесь все, но то, что я знаю, является общественным достоянием (если вы знаете, где искать).
02. Саймон Фидо трясет свой автомобиль Empire Wraith Hillclimb в Курборо в марте 2014 года — обтекаемые линии, окрашенные величиной скорости, наложенной TotalSim.
Я твердо верю в CFD. Я считаю, что это самый экономичный способ разработки сложных аэродинамических устройств.Если, конечно, это делается хорошо с использованием проверенных методов и с достаточным количеством ячеек высокого качества в сетке, хорошей моделью турбулентности. Для этого требуются специальные знания или очень хороший совет. Мой друг Риккардо Пальярелла правильно указал, что « CFD позволяет исследовать явления потока, которые трудно визуализировать экспериментальными средствами ». В наши дни в Формуле-1 у каждой команды есть группа людей, занимающихся сопоставлением методов исследования с реальностью, поэтому команды Формулы-1 обычно хорошо понимают сильные стороны и ограничения инструментов CFD, которые они используют.Судя по тому, что я видел, даже некоторые студенческие команды университетов (F-SAE, Formula Student) очень хорошо разбираются в этом, поэтому я решил, что пришло время поделиться своими мыслями об анализе результатов CFD.
Если вы столкнетесь с трудностями при выполнении CFD, то было бы глупо игнорировать кейс только потому, что числа немного хуже, чем в предыдущем случае, или что-то изменилось, чего вы не хотели / не ожидали. Потратив некоторое время в реальном времени на анализ результатов и понимание того, что делает поток, попытайтесь понять действующие механизмы потока.
Решение случаев CFD выполняется путем вычислительной итерации, и история сходимости уже многое вам скажет. Если конвергенция неустойчива (в F1 мы всегда расширяем границы), значит, у вас где-то нестабильный поток или проблема, связанная с настройкой CFD. Обратите на это внимание, иначе вы создадите проблему для вашего любимого нового аэродинамического объекта. В условиях реального мира часто возникают изменения, которые отталкивают поток от идеала единственной позиции CFD, поэтому следует избегать нестабильности.Если нестабильность в случае RANS кажется циклической, и вы хотите понять, почему / где (вы всегда должны понимать!), То вы можете использовать это циклическое (неустойчивое) поведение, чтобы понять больше. Хороший трюк — запустить расчет до ожидаемой «верхней» точки, провести полную постобработку, перейти к предсказанной «нижней» точке и повторить полную постобработку. Сравнение двух наборов постобработки может сказать вам об области чувствительности.
Хороший трюк — запустить расчет до ожидаемой «верхней» точки, провести полную постобработку, перейти к предсказанной «нижней» точке и повторить полную постобработку. Сравнение двух наборов постобработки может сказать вам об области чувствительности.
03. Пример далекой от идеала истории конвергенции.Возникающий в результате воздушный поток следует исследовать на предмет потенциальной нестабильности. Спасибо TotalSim.
Характеристики конвергенции могут быть связаны с физическими аэро явлениями.
• Более быстрое схождение может означать власть над структурами следа
• Долговременные колебания могут быть признаком циклического разделения и повторного присоединения
• Короткомасштабные колебания могут быть признаками блуждающих разделительных линий, и это могут быть просто нестабильные следы от колеса
• Внезапное падение в прижимной силе может быть признаком прорыва вихря (происходит в действительности)
Также можно записать стандартное отклонение давления (колебания), действующего на поверхности исследуемого тела. Небольшие вариации для RANS и большие (более реалистичные) с использованием DES.
Небольшие вариации для RANS и большие (более реалистичные) с использованием DES.
Со временем вы узнаете гораздо больше из этой простой на вид серии графиков (которые могут включать в себя историю сходимости для подкомпонентов). Например, если один из компонентов в вашем автомобиле демонстрирует сильные колебания, то, вероятно, необходимо обратить внимание на воздушный поток поблизости или форму этого компонента.
Мой друг Торбьорн Ларссон из Creo Dynamics (он бывший глава CFD в Sauber и Ferrari) прокомментировал: «Что касается истории конвергенции, то рассмотрение силовой конвергенции, как вы описываете, конечно, очень разумно.Я бы также сказал, не забывайте проверять остатки потока. Я встречал случаи, которые показывают очень хорошее и (ожидаемое) поведение с точки зрения сходимости сил, но по какой-то причине демонстрируют другие характеристики при рассмотрении остаточного потока. Если один случай хорошо сходится с точки зрения сил, но изо всех сил пытается сойтись по остаткам потока, что-то может быть странным. Это может быть связано с «красотой» RANS (например, избегайте условий симметрии, ½ автомобилей обычно не лучшая идея, хотя и очень соблазнительно бежать, чтобы спасти клетки.) »Для проектов, где я платил из собственного кармана или сам руководил проектом, случаи симметрии полуавтомобиля были редкостью.
Это может быть связано с «красотой» RANS (например, избегайте условий симметрии, ½ автомобилей обычно не лучшая идея, хотя и очень соблазнительно бежать, чтобы спасти клетки.) »Для проектов, где я платил из собственного кармана или сам руководил проектом, случаи симметрии полуавтомобиля были редкостью.
Постобработка обязательно должна включать в себя разбивку сил, действующих на транспортное средство и многие компоненты, а также множество «стандартных» изображений. Вполне возможно поместить решение в память очень мощного компьютера и посмотреть на поток разными способами вручную. Старомодные специалисты по CFD делали это (вручную). Это отличный способ учиться.Однако если вы хотите сравнить много случаев, это не лучшая долгосрочная стратегия. Предлагаю согласовать список стандартных изображений. Придерживаясь набора стандартного набора информации и изображений для постобработки, в будущем будет проще сравнивать случаи. Это также более эффективно по времени — несмотря на то, что на это потребуется время изначально.
Итак, какие числовые данные вам нужны? Я прошу такие вещи, как сводка по настройке корпуса, включая скорость моделирования, высоту переднего и заднего хода, рыскание, крен и углы поворота.Затем общая прижимная сила, боковая сила, сопротивление, распределение силы и разбивка сопротивления и прижимной силы по множеству компонентов. Также важны такие параметры, как охлаждающие потоки радиатора и тормозов, давление воздуха на входе в двигатель и т. Д. Силы должны быть усреднены по заранее определенному количеству заключительных итераций, чтобы сгладить колебания, наблюдаемые на последних стадиях схождения.
Автоматизация создания «стандартной» информации постобработки Когда вы впервые научитесь использовать CFD для разработки или понимания аэродинамики, будет правильно, что вы создадите несколько сделанных на заказ изображений с последующей обработкой.Доступно множество пакетов, и я не могу сказать вам, какой из них лучше. Я твердо верю в пакеты с открытым исходным кодом, и несколько команд F1 используют их. Иногда они не так просты в использовании, как коммерческие коды, но за них не взимается монстра. Для любой группы людей или даже отдельного человека, занимающегося разработкой, преимущества выполнения одного и того же анализа для каждого выполняемого вами дела велики. Итак, я предлагаю вам максимально автоматизировать постобработку. Напишите сценарий для извлечения одинаковой информации и изображений из каждого выполняемого вами дела.Для некоторых из более мелких частных забавных (домашних) проектов, которые я реализовал, это означает более 1000 изображений на каждый случай. В F1 это означает более 10 000 изображений. Я предпочитаю только качественные изображения. Сегодня это означает 4к и выше, раньше было немного меньше. Диски дешевы по сравнению с вашим временем — поэтому храните изображения.
Иногда они не так просты в использовании, как коммерческие коды, но за них не взимается монстра. Для любой группы людей или даже отдельного человека, занимающегося разработкой, преимущества выполнения одного и того же анализа для каждого выполняемого вами дела велики. Итак, я предлагаю вам максимально автоматизировать постобработку. Напишите сценарий для извлечения одинаковой информации и изображений из каждого выполняемого вами дела.Для некоторых из более мелких частных забавных (домашних) проектов, которые я реализовал, это означает более 1000 изображений на каждый случай. В F1 это означает более 10 000 изображений. Я предпочитаю только качественные изображения. Сегодня это означает 4к и выше, раньше было немного меньше. Диски дешевы по сравнению с вашим временем — поэтому храните изображения.
Создание стандартных пост-профи требует времени. Отличный маленький проект для кого-то. Если вы работаете в университетской команде Formula Student / SAE, то это может быть особая задача для студента, заинтересованного в программировании и его использовании в полезных целях. После этого каждый человек, пытающийся заниматься CFD, получает фору и может начать думать как аэродинамик.
После этого каждый человек, пытающийся заниматься CFD, получает фору и может начать думать как аэродинамик.
Что лучше всего подходит для расчета сил? Самолет, летящий в свободном потоке, будет реагировать на силы и моменты относительно его номинального положения центра тяжести. Силы могут воздействовать на автомобиль на любой высоте, но в конечном итоге они реагируют через пятна контакта на земле.
Изображения 05a и 05b — влияние центра давления сопротивления и боковой силы на расчетное значение для центра давления спереди назад.Определение пятен контакта, нормальных (прижимная сила) и параллельных (сопротивление, боковая сила) земле, упрощает ваше понимание того, где действуют силы. Это подходящий способ расчета аэродинамического баланса наземного транспортного средства.
Внешний обзор Изображения Итак, какие изображения самые полезные? Хотя я не могу показать вам все, вот несколько типов изображений, которые я считаю наиболее полезными. Изображения внешней формы вашего автомобиля или объекта, рассматриваемые в разных направлениях, являются хорошей отправной точкой.Чем больше (последовательных, репрезентативных) ориентаций вы выберете, тем более сравнительный анализ вы сможете провести в разумных пределах.
Изображения внешней формы вашего автомобиля или объекта, рассматриваемые в разных направлениях, являются хорошей отправной точкой.Чем больше (последовательных, репрезентативных) ориентаций вы выберете, тем более сравнительный анализ вы сможете провести в разумных пределах.
08. Вот стиль и количество ориентаций объекта, которые я считаю минимальными. На изображениях изображен автомобиль типа GT, но тип объекта не имеет значения, важно думать о том, что вы хотите увидеть, и быть последовательным.
10. Графики поверхностного (статического) давления (Cp) при взгляде на автомобиль под разными углами, включая переднюю, заднюю и нижнюю стороны, действительно полезны для определения того, где и насколько сильно воздух толкает и тянет автомобиль.ПРИМЕЧАНИЕ: цвета по обе стороны от нулевого коэффициента давления — они важны и могут быть неочевидными. Коэффициенты используются для нормализации графиков, чтобы вы могли сравнивать варианты, рассчитанные с разной скоростью.
12. На графике CpX красная и желтая области — это места, где создается перетаскивание, а области, окрашенные в синий и зеленый цвета, создают тягу. Нейтральный цвет вокруг нулевого коэффициента действительно помогает понять, где создается сопротивление на транспортном средстве.
На графике CpX красная и желтая области — это места, где создается перетаскивание, а области, окрашенные в синий и зеленый цвета, создают тягу. Нейтральный цвет вокруг нулевого коэффициента действительно помогает понять, где создается сопротивление на транспортном средстве.
14. На графике CpZ красные и желтые области — это места создания подъемной силы, а синие и зеленые области — места создания прижимной силы.Серые области показывают, где мало что происходит (давление, близкое к атмосферному) для конкретного отображаемого параметра.
Многие специалисты предпочитают такой способ отображения сил, действующих на автомобиль. Мне нравится показывать «мертвую зону» нейтральным цветом, например серым на этих изображениях, что затем позволяет выделить области, вносящие наибольший непосредственный вклад в перетаскивание или прижимную силу (или любой другой параметр). К сожалению, аэродинамика чрезвычайно интерактивна, поэтому вы не можете просто удалить детали с большим сопротивлением и ожидать, что остальная часть потока останется прежней. Это было бы слишком просто!
Это было бы слишком просто!
Между прочим, нет никаких ограничений на параметры, которые вы выбираете, или масштаб, который вы хотите показать. Например, вы можете показать передний опрокидывающий момент и цвет для этого (делали это раньше). Таким образом можно отобразить любой важный параметр, который вы хотите визуализировать.
Это изображения автомобиля Empire Wraith для подъема на холм. Изображения любезно предоставлены TotalSim.Обязательно учтите свою цветовую шкалу. Сохраните свои первые несколько случаев и используйте их для уточнения процессов, включая цветовую шкалу.Серая шкала может быть в любом месте диапазона — или вы можете вообще не указывать ее. Шаги цвета могут быть довольно грубыми, поэтому вы можете выбрать определенные переходы для параметра, который изучаете, или они могут быть хорошими (что лично я предпочитаю).
16. Это изображение нижней стороны Wraith не имеет достаточного цветового диапазона, чтобы позволить вам действительно вникнуть в детали распределения давления (большие участки области с темно-синим цветом). После того, как вы установите диапазон, если вы его измените, прямое сравнение с другими случаями станет более сложной задачей… Подумайте об этом на ранней стадии проекта.На самом деле с этой машиной она сбросила планку в своем классе и поразила нас цветовой шкалой.
После того, как вы установите диапазон, если вы его измените, прямое сравнение с другими случаями станет более сложной задачей… Подумайте об этом на ранней стадии проекта.На самом деле с этой машиной она сбросила планку в своем классе и поразила нас цветовой шкалой.
18. CpT-Wall — это полное давление (энергия — другое описание) возле видимых поверхностей транспортного средства. Красный цвет представляет собой высокий CpT, а синий — низкий CpT.
Нормализованный UW — от синего до темно-зеленого с этой цветовой шкалой означает, что воздух движется медленно, а от желтого до красного означает, что воздух движется быстро. Значение 1 означает, что воздух движется со скоростью набегающего потока.
19 и 20.Нормализованный UW (в основном отношение скорости [к скорости транспортного средства] у поверхности и в направлении поверхности) — это многое говорит вам о том, как воздух ведет себя у поверхности, как с точки зрения быстрых изменений скорости, так и предупреждает вас где воздух почти остановился у поверхности. Обратите внимание на влияние подвески на воздушный поток рядом с телом (будет такое же влияние вдали от тела). На нижнем рисунке также добавлены смоделированные линии потока нефти, которые могут быть полезны. Смоделированный поток нефти использует LIC (интегральную свертку линий) для тех из вас, кто интересуется математикой, лежащей в основе этого.
Обратите внимание на влияние подвески на воздушный поток рядом с телом (будет такое же влияние вдали от тела). На нижнем рисунке также добавлены смоделированные линии потока нефти, которые могут быть полезны. Смоделированный поток нефти использует LIC (интегральную свертку линий) для тех из вас, кто интересуется математикой, лежащей в основе этого.
Мне очень нравятся сюжеты LIC. Это дает вам возможность сравнить CFD с реальным потоком «нефти» на гоночном автомобиле. Требуется большой опыт и терпение, чтобы понять, когда поток должен быть в основном простым и почти прямым, а когда его можно организовать гораздо более сложным способом. Также имейте в виду, что сила тяжести играет роль в направлениях потока на реальных автомобилях, особенно если жидкость для визуализации потока все еще очень жидкая, а скорости низкие. Эти сюжеты также могут дать вам возможность получить некоторую корреляцию с реальностью.Нужно понять больше? Риккардо Пальярелла предлагает обратиться к Теории критических точек Чонга и Перри (около 1986 г. ).
).
Мне также нравится видеть любой тип графика, показывающий напряжения сдвига у поверхности.
Использование внешней «поверхностной» информации для анализаПри поиске крайних значений подъемной или прижимной силы эксперты иногда толкают крыло, чтобы показать оторванный поток — обычно на задней кромке. За эффективность приходится платить, но часто можно получить большую прижимную силу с небольшим разделением задней кромки — особенно там, где правила ограничивают количество элементов, которые можно использовать.Гоночные автомобили выходят за рамки возможностей, чтобы добиться большего сцепления в поворотах, торможении и ускорении.
Однако будьте очень осторожны с этим, потому что большие области отслоения или даже сильный боковой поток являются явным предупреждающим знаком (вообще говоря). Подумайте о том, что может случиться, если поток будет еще более напряженным — например, с механической вибрацией, порывами ветра, резким изменением угла наклона транспортного средства и т. д. Отрыв потока сначала от задней кромки является основным типом отсоединения, который иногда может быть приемлемым.Другая область находится в диффузоре, который работает на пределе, где часто есть разделительный пузырь — см. Мою статью о диффузорах, чтобы узнать больше об этом. Следует избегать отслоения среднего элемента или передней кромки. Такая отстраненность может быть «катастрофической» и приведет к резкому изменению чувств водителя с небольшими изменениями отношения. Если вы учитесь и у вас нет большой опытной команды, ограничьте разделение потоков до крошечных величин прямо на задних кромках ваших самых экстремальных устройств.От Риккардо Пальяреллы: «Расчеты CFD дают очень дискретное представление о высокодинамичном теле, и здесь могут быть полезны небольшие вложения в экспериментальное оборудование (например, ограниченное количество точек измерения давления на поверхности всасывания) »
д. Отрыв потока сначала от задней кромки является основным типом отсоединения, который иногда может быть приемлемым.Другая область находится в диффузоре, который работает на пределе, где часто есть разделительный пузырь — см. Мою статью о диффузорах, чтобы узнать больше об этом. Следует избегать отслоения среднего элемента или передней кромки. Такая отстраненность может быть «катастрофической» и приведет к резкому изменению чувств водителя с небольшими изменениями отношения. Если вы учитесь и у вас нет большой опытной команды, ограничьте разделение потоков до крошечных величин прямо на задних кромках ваших самых экстремальных устройств.От Риккардо Пальяреллы: «Расчеты CFD дают очень дискретное представление о высокодинамичном теле, и здесь могут быть полезны небольшие вложения в экспериментальное оборудование (например, ограниченное количество точек измерения давления на поверхности всасывания) »
Вот вид снизу на переднее крыло, где поток только рециркулирует на задней кромке (нижняя часть рисунка). Это пока не опасно, но это крыло не следует продвигать слишком далеко без изменения конструкции. Корпус работает по рысканью, поэтому есть разница из стороны в сторону.
Это пока не опасно, но это крыло не следует продвигать слишком далеко без изменения конструкции. Корпус работает по рысканью, поэтому есть разница из стороны в сторону.
Также обратите внимание, какой угол достигается для воздуха относительно автомобиля — например, на концевых пластинах переднего крыла рядом с передней кромкой шины — это частично отвечает за рециркуляцию задней кромки крыла. Любые части, работающие в условиях эффекта земли или подверженные влиянию тангажа или рыскания, не должны быть чрезмерно развиты для одного условия. Проверьте чувствительность к положению / росту.
| Нормализованный UW — от синего до темно-зеленого означает, что воздух движется медленно, а от желтого до красного означает, что воздух движется быстро |
Аэродинамики часто описывают струю воздуха из шины, вызванную тем фактом, что воздух не может проходить через шину, в сочетании с замедлением движения воздуха внутри шины, вызванным наличием крыла (расширение замедляет движение воздуха по направлению к шине). заднюю кромку крыла).Эти струи шин могут повредить поток вокруг остальной части автомобиля, если их не контролировать.
заднюю кромку крыла).Эти струи шин могут повредить поток вокруг остальной части автомобиля, если их не контролировать.
22а и 22б. Верхнее изображение показывает завихренность потока (Lamda2, окрашенная CpT), выходящего из автомобиля (по рысканию). Это изображение было перевернуто, поэтому вихрь также можно увидеть на нижней стороне заднего крыла, как показано ниже. На нижней стороне заднего крыла показаны нормализованные UW (отношение скоростей у поверхности — красная высокая скорость к синей низкой скорости) и моделируемый поток масла (LIC). Крыло имеет крепления под ним, и корпус был запущен на 10.6 градусов рыскания. Вы можете видеть, что монтажные пластины вызывают частичные треугольные области разделения. Этот треугольный узор является «нормальным» в данных обстоятельствах и на самом деле не слишком ужасен по сравнению с крыльями многих современных гоночных автомобилей.
Также имеется разделение задней кромки на основной плоскости крыла. Это тоже не то, что вам нужно. Странно выглядящая особенность потока в верхней части изображения вызвана вихрем, который скатился с острого заднего края крышки двигателя в этом случае крайнего рыскания.
Странно выглядящая особенность потока в верхней части изображения вызвана вихрем, который скатился с острого заднего края крышки двигателя в этом случае крайнего рыскания.
24а. Lamda2 (математический способ определения вихрей — мне нравится видеть изо-поверхности, окрашенные вторым полезным параметром, таким как полное давление) — удобный способ получить обзор завихренности вокруг объекта. Каждый созданный вихрь забирает некоторую энергию из воздушного потока, но вихри могут быть чрезвычайно мощными для управления воздушным потоком, когда физические устройства не подходят или не разрешены. Они использовались в F1 с большим эффектом и по-настоящему экстремальным образом.Приведенное выше изображение автомобиля для восхождения на холм можно сравнить с обтеканием обычного автомобиля Формулы-1 примерно 2012 года выпуска. Уровни завихренности на автомобилях 2017 и 2018 годов достигли драматических уровней, поскольку правила в области рядом с передней частью шасси были открыты — если у вас когда-нибудь будет возможность увидеть одну из этих машин физически (например, на выставке) — внимательно изучите Смотреть. Нам было так весело с ними !!!
Нам было так весело с ними !!!
24б. Вид на Лямбда2 (завихренность) вокруг старого автомобиля Формулы-1, окрашенного общим давлением.Отличный тип изображения для получения обзора завихренности и энергии вокруг вихря, более сложный для использования для детального анализа. В этом случае угол рыскания составляет около 12 градусов.
Другой тип анализа, который я считаю полезным, — это прослеживание линий разнесения. Например, откуда берется воздух, который охлаждает мои тормоза / радиаторы и куда он уходит?
26а. Вот линии потока, показывающие воздух, выходящий из основного радиатора типового автомобиля GT. Меня беспокоило взаимодействие теплого воздуха, выходящего из кулера, и заднего крыла.Здесь видно, что между потоком крыла и более холодным потоком есть «пространство». Обратите внимание, что большинство сценариев разработки ведутся как изотермические и несжимаемые, поэтому влияние температуры (плавучесть) не моделируется. Лично я думаю, что в этом случае воздействие будет небольшим по сравнению со скоростью автомобиля (в расчете), но это то, что нужно учитывать.